Para sa paghahatid at pamamahagi ng kuryente, kasama ang mga overhead na linya ng kuryente, ginagamit ang mga linya ng kable ng kuryente. Ang mga kable ng kuryente ay inilalagay sa lupa, tubig, gayundin sa mga panlabas na istruktura, sa mga lagusan, mga channel, reinforced concrete blocks at sa loob ng mga gusali. Ang mga ito ay pangunahing ginagamit para sa paghahatid ng kuryente sa medyo maikling distansya at sa mga kaso kung saan ang pagtatayo ng mga overhead na linya ay hindi kanais-nais o hindi katanggap-tanggap. Ang mga linya ng cable na inilatag sa lupa ay hindi nakalantad sa hangin, yelo, mga paglabas ng kidlat.
Ang pinsala sa mga linya ng kable ay hindi kasing delikado sa publiko kumpara sa pagkasira ng mga kable ng mga linya sa itaas. Ang mga linya ng transmisyon ng power cable ay ginagamit para sa underground at underwater transmission ng kuryente sa mataas at mababang boltahe. Ang ruta ay pinili batay sa mga kondisyon ng pinakamababang pagkonsumo ng cable at tinitiyak ang pinakamalaking proteksyon nito mula sa mekanikal na pinsala sa panahon ng paghuhukay, mula sa kaagnasan, vibration, at overheating. Ang mga linya ng cable ng kuryente ay inilalagay sa mga trench sa kahabaan ng hindi madaanang bahagi ng mga kalye, sa ilalim ng mga bangketa, sa mga bakuran.
Ang lalim ng linya ng cable sa lupa para sa mga cable na may boltahe hanggang sa 10 kV ay 0.7 m, at sa intersection ng mga kalye, kalsada at riles - 1 metro.
Ang cable ay hindi dapat dumaan sa ilalim ng umiiral o iminungkahing mga gusali at istruktura, sa ilalim ng mga sipi na puspos ng mga kagamitan sa ilalim ng lupa.
Sa mga intersection na may iba't ibang mga pipeline (mga pipeline ng init, mga tubo ng tubig, atbp.), Ang mga cable ng komunikasyon at iba pang mga komunikasyon, ang mga kable ng kuryente ay inilalagay sa mga tubo ng asbestos-semento o mga bloke ng reinforced kongkreto, na sinusunod ang mga distansya sa pagitan ng mga cable at iba pang mga komunikasyon na itinatag (PUE). Kapag ang mga cable ay dumaan sa mga dingding at kisame, ang mga cable ay inilalagay sa mga segment ng mga non-metallic pipe.
Pagkatapos ilagay ang mga dulo ng mga cable ay dapat na pansamantalang selyadong. Ang koneksyon at pagwawakas ng mga cable ay isinasagawa gamit ang mga cable sleeve at funnel. Ginagamit ang mga cable lug upang wakasan ang mga core. Bilang karagdagan, ang cable sa trench ay iwiwisik sa itaas na may isang layer ng pinong lupa o buhangin na 10 cm ang kapal, at upang maprotektahan ito mula sa mekanikal na pinsala, ito ay protektado sa pamamagitan ng pagtakip dito ng isang layer ng pulang brick. Sa ibabaw ng ladrilyo, ang trench ay natatakpan ng lupang hinukay mula rito.
Ang pinakamalaking bilang ng mga pagkabigo ng 6-10 kV cable lines ay nangyayari kapag sila ay inilatag sa trenches. Ito ay dahil sa pagkakaroon ng mekanikal na pinsala, kaagnasan, pag-ulan, pagguho ng lupa at iba pang mga pagpapapangit ng lupa. Samakatuwid, ang paraan ng pagtula ng mga cable sa trenches ay mas mababa sa mas progresibo at maaasahang mga pamamaraan sa pagpapatakbo - pagtula sa mga overpass, mga gallery, sa mga tunnels, atbp.
Ang isang makabuluhang bilang ng mga pagkabigo ay nangyayari dahil sa pagkasira ng cable dahil sa mga depekto sa pabrika ng cable, mekanikal na pinsala sa panahon ng pagtula o muling paglalagay ng mga ito sa panahon ng operasyon (mga break, dents, scuffs), pati na rin ang kaagnasan ng metal sheath.
Kabilang sa mga depekto sa pabrika ng cable ang: fold sa mga paper tape, transverse at longitudinal cut at ruptures, gaps sa pagitan ng paper tape bilang resulta ng pagkakaisa ng mga ito, mga depekto sa core at lead sheaths, atbp.
humantong sa isang emergency breakdown ng cable sa panahon ng operasyon. Ang kaagnasan ng metal na kaluban ng mga kable ay sanhi ng pagkilos ng mga ligaw na alon o mga agresibong lupa. Sa ilalim ng mga kondisyon ng operating, may mga indibidwal na kaso ng pagkasira ng kaagnasan sa aluminyo na kaluban ng AAShv cable dahil sa pinsala sa PVC hose. Ang isang makabuluhang bilang ng mga pagkabigo sa linya ng cable ay nangyayari dahil sa pinsala sa mga coupling at mga pagwawakas dahil sa mahinang kalidad ng mga koneksyon sa pakikipag-ugnay at mga pangunahing pagwawakas (ang pagkakaroon ng malalim na mga pores, matutulis na mga gilid at burr, hindi natanggal na kita ng sprue, nakagat o nasunog na mga core wire , atbp.).
Ang mga pagkabigo ng mga lead coupling ay nangyayari dahil sa hindi kasiya-siyang paghihinang ng lead body sa cable sheath, pagbuo ng mga voids sa panahon ng pagpapanumbalik ng pagkakabukod sa mga roller at roll, underfilling ng cable mass, kawalan ng kontrol sa temperatura ng casting at scalding mass, pagkikristal ng masa ng paghahagis sa panahon ng operasyon, at dahil sa iba pang mga kadahilanan. .
Ang mga pagkabigo ng epoxy couplings ay nauugnay sa kawalaan ng simetrya ng mga core sa loob ng epoxy housing, ang pagkakaroon ng mga pores at fistula, ang kakulangan ng kinakailangang sealing, atbp.
Malaking bilang ng mga pagkabigo sa pagwawakas panloob na pag-install nangyayari dahil sa pag-install sa mamasa-masa at lalo na mamasa-masa na mga silid ng mga pagwawakas na hindi nilayon para sa mga kapaligirang ito. Ang mga pagkabigo sa pagwawakas ng epoxy ay dahil sa hindi magandang pag-degreasing at pagtatapos ng mga dulo ng nayrite tube, pag-crack ng tubo, mahinang core sealing, atbp.
Ang mga pagsasama at pagwawakas at pagwawakas, bilang panuntunan, ay hindi maaaring ayusin, samakatuwid, pagkatapos ng kanilang pagkabigo, sila ay pinutol at pinalitan ng mga bago.
Pag-aayos ng cable:
Pagtukoy sa likas na katangian ng pinsala sa cable - bago simulan ang trabaho, ang mga sukat ay ginawa upang matukoy ang likas na katangian ng pinsala. Bago ang mga sukat, ang linya ng cable ay dapat na idiskonekta mula sa pinagmumulan ng supply, at mga de-koryenteng receiver mula sa linya. Sa karamihan ng mga kaso, ang kalikasan ng pinsala ay maaaring matukoy gamit ang isang megohmmeter.
Ang pagtukoy sa lokasyon ng pinsala sa cable - ay tinutukoy sa dalawang hakbang: una, ang zone ng pinsala ay natagpuan, pagkatapos ay ang lokasyon ng pinsala ay direktang tinukoy sa ruta. Ang zone ng pinsala ay tinutukoy: sa pamamagitan ng paraan ng pulso, sa pamamagitan ng oscillatory discharge method, sa pamamagitan ng capacitive method o sa pamamagitan ng loop method. Ang lugar ng pinsala ay tinukoy gamit ang isang acoustic o induction na paraan.
Pag-aayos ng cable armor - ang nasira na bahagi ay tinanggal, pagkatapos nito ang gilid ng armor ay ibinebenta na may lead sheath. Ang lead sheath ng cable, hindi natatakpan ng armor, ay pinahiran ng isang anti-corrosion compound.
Pag-aayos ng lead sheath at pagsuri ng pagkakabukod ng papel - ang uri ng pag-aayos ay tinutukoy depende sa kung ang kahalumigmigan ay tumagos sa cable o hindi. Sa mga kahina-hinalang kaso, alisin ang isang bahagi ng kaluban sa magkabilang panig ng lugar ng pinsala nito, suriin ang pagkakabukod ng sinturon at suriin ang tuktok na layer ng pagkakabukod para sa kawalan ng kahalumigmigan. Upang suriin, ang mga tape ng pagkakabukod ng papel ay tinanggal mula sa nasirang cable at inilulubog sa paraffin na pinainit hanggang 150 ° C. Ang mga bitak at pagbubula ay nagpapahiwatig ng pagpasok ng kahalumigmigan sa cable sa ilalim ng lead sheath. Kung walang kahalumigmigan sa loob ng cable, isang tubo (manggas) ng naaangkop na sukat na may dalawang butas sa pagpuno ay inilalagay sa nasirang bahagi ng kaluban. Matapos ibuhos ang pagkabit na may mainit na mastic at tinatakan ang tahi, ang isang tansong bendahe ay inilalapat dito, na ibinebenta sa kaluban ng tingga. Ang tubo ay gawa sa pinagsamang tingga (dalawang halves). Dapat itong 70-80 mm na mas malaki kaysa sa hubad na bahagi ng cable. Kung may kahalumigmigan sa loob ng cable, ang nasirang seksyon ay pinutol at isang piraso ng cable ang ipinasok sa halip na ito, na katumbas ng tatak, cross section at haba ng isa na inaayos. Ang mga coupling ay naka-mount sa magkabilang panig ng cable insert.
Ang mga linya ng kable ay idinisenyo upang magpadala ng kuryente sa pamamagitan ng isa o higit pang mga kable ng kuryente na may mga konektor at mga pagwawakas. Ang mga power cable ay binubuo (Larawan 1) ng isa, dalawa, tatlo o apat na insulated conductor 1, na nasa isang selyadong protective sheath 5.
Ang kasalukuyang nagdadala ng mga conductor, tanso o aluminyo, ay maaaring single-wire at multi-wire. Nakahiwalay sila sa isa't isa (2) at sa shell (4). Ang core insulation ay gawa sa goma, plastik o, kadalasan, pinapagbinhi na cable paper.
Pinoprotektahan ng protective sheath (5) ang pagkakabukod ng mga core ng cable mula sa moisture at hangin at gawa sa lead, aluminum, polyvinyl chloride at non-combustible rubber. Upang maprotektahan ang kaluban mula sa pinsala sa panahon ng paglalagay ng armor at cable bends, isang proteksiyon na takip (6) na pinapagbinhi ng isang anti-corrosion bitumen na komposisyon ay inilalapat dito. Ang armor (7), na gawa sa strip steel o galvanized wire, ay gumaganap ng papel na protektahan ang shell mula sa panlabas na mekanikal na impluwensya. Sa labas, ang cable ay protektado ng isang proteksiyon na takip (8) sa isang synthetic o bitumen na batayan.
Larawan 1. 1 - conductive wire; 2 - core pagkakabukod na may kaugnayan sa iba pang mga core; 3 - tagapuno ng papel; 4 - pangunahing pagkakabukod na may kaugnayan sa shell; 5 - proteksiyon na shell; 6 - proteksiyon na takip ng shell; 7 - baluti ng bakal; 8 - panlabas na proteksiyon na takip
Upang magtalaga ng isang power cable, ipahiwatig ang tatak nito, pati na rin ang rated boltahe at cross section ng mga core. Ang pagmamarka ay depende sa materyal ng mga conductive wire, ang hermetic sheath at ang uri ng panlabas na proteksiyon na takip. Halimbawa, isang four-core power cable na may single-wire aluminum conductors sa isang aluminum sheath na may panlabas na takip na nagpapahintulot sa pagtula sa lupa, na idinisenyo para sa mga boltahe hanggang 1 kV, na may cross section ng lahat ng conductor na 185 mm 2, ay may sumusunod na pagtatalaga: AABv (ozh) 4 * 185-1 .
Ang mga pagtatalaga ng mga tatak ng mga cable ay tumutugma sa kanilang disenyo. Ang mga cable na may paper insulation at aluminum conductor ay may mga sumusunod na brand: AAB, AAG, AAP, AASHv, ASB, ASBG, ASPG, ASShv. Ang unang titik ay nagpapahiwatig ng pangunahing materyal (A - aluminyo, ang kawalan ng titik A sa harap ng pagmamarka ay nangangahulugan ng pagkakaroon ng isang core ng tanso), ang pangalawang titik - ang materyal na kaluban (A - aluminyo, C - lead). Ang letrang B ay nangangahulugan na ang cable ay nakabaluti ng mga bakal na teyp; ang titik G - ang kawalan ng panlabas na takip; Shv - ang panlabas na takip ay ginawa sa anyo ng isang PVC hose.
Ang pagkakabukod ay itinalaga: R - goma, P - polyethylene, V - polyvinyl chloride, walang pagtatalaga - papel na may normal na impregnation.
Kasalukuyang natagpuan malawak na aplikasyon mga cable na may XLPE insulation, na available sa three-core at single-core.
Ang nakasuot ay itinalaga: kapag ginawa gamit ang mga bakal na tape - B, na may flat galvanized steel wire - P, na may round galvanized steel wire - K.
Halimbawa, ang SBShv cable brand ay tumutukoy sa isang cable na may mga konduktor ng tanso sa isang lead sheath, na nakabaluti ng steel tape, na may panlabas na takip sa anyo ng isang PVC hose.
Mga lugar ng paggamit mga kable ng kuryente Sa iba't ibang uri Ang paghihiwalay ay ibinibigay sa talahanayan. isa.
Talahanayan 1. Mga larangan ng aplikasyon ng mga kable ng kuryente na may pagkakabukod ng papel, plastik at goma sa kawalan ng mga mekanikal na impluwensya at mga puwersa ng makunat sa panahon ng operasyon
|
Lugar ng pagtula |
Kondisyon ng kapaligiran |
Mga kable na insulated ng papel |
Mga cable na may pagkakabukod ng plastik at goma |
|
|
Kaagnasan |
ligaw na agos |
|||
|
Sa lupa (trench) |
AASHv, AASHp, AABL, ASB |
AVVG APsVG APvVG APVG AVVB |
||
|
AASHv, AASHp, AAB2l, ASB |
||||
|
AASHv, AABl, AASHp, AAB2l, ASB, ASBl |
||||
|
AASHv, AABv, AASHp, AAB2l, ASB2l, ASBl |
||||
|
AAB2lShv, ASBl, AAB2lShp, AABv, ASB2l |
||||
|
AASHp, AABv, ASB2l, ASB2lShv |
||||
|
Sa mga silid (tunnels, channels, atbp.): tuyo |
AVVG, AVRG, ANRG, APvVG, APVG, APvsVG, APsVG |
|||
|
Katamtaman at mataas |
AASHv, ASSHv |
|||
|
mapanganib sa sunog |
AVVG, AVRG, APsVG, APvsVG, ANRG, ASRG |
|||
|
Sa mga mapanganib na lugar |
SBG, SBShv |
VVG, VRG, NRG, SRG |
||
Tandaan: P - polyethylene; PS - mula sa self-extinguishing polyethylene; Pv - mula sa vulcanizable polyethylene; Pvs - mula sa vulcanizable self-extinguishing polyethylene; N - mula sa nayrite (non-combustible) goma; W - hose; l, 2l - reinforced at lalo na reinforced unan sa ilalim ng shell.
Ang mga cable ay inilalagay sa trenches, channels, tunnels, blocks, overpass. Sa loob ng bahay, ang mga cable ay inilalagay sa mga espesyal na istruktura ng bakal, sa mga tray at kahon.
Ang pinakasimpleng ay ang pagtula ng mga cable sa trenches (Larawan 2). Matipid din ito sa mga tuntunin ng pagkonsumo ng non-ferrous na metal, dahil ang mga pinahihintulutang alon para sa mga cable ay mas malaki (mga 1.3 beses) kapag inilalagay sa lupa kaysa sa hangin.
Ang pagtula sa trenches ay hindi naaangkop:
sa mga lugar na may malaking bilang ng mga cable;
na may mataas na saturation ng teritoryo na may underground at surface teknolohikal at transportasyon na komunikasyon at iba pang mga istraktura;
sa mga lugar kung saan posibleng matapon ang mainit na metal o mga likido na sumisira sa cable sheath;
sa mga lugar kung saan posible ang mga ligaw na agos ng mapanganib na halaga, mataas na mekanikal na pagkarga, pagguho ng lupa, atbp.
Figure 2.
Ang karanasan sa pagpapatakbo ng mga cable na inilatag sa earthen trenches ay nagpakita na ang mga cable ay madalas na nasira sa anumang openings. Kapag naglalagay ng anim o higit pang mga cable sa isang trench, isang napakalaking kadahilanan ng pagbabawas para sa pinahihintulutang kasalukuyang pagkarga ay ipinakilala. Samakatuwid, hindi ka dapat maglagay ng higit sa anim na mga cable sa isang trench.
Sa isang malaking bilang ng mga cable, ang dalawang katabing trenches ay binibigyan ng layo na 1.2 m sa pagitan nila.
Ang isang earthen trench para sa pagtula ng mga cable ay dapat na may lalim na hindi bababa sa 800 mm. Sa ilalim ng trench, isang malambot na unan na 100 mm ang kapal ay nilikha mula sa sifted earth. Ang lalim ng pagtula ng cable ay dapat na hindi bababa sa 700 mm. Ang lapad ng trench ay depende sa bilang ng mga cable na inilagay dito. Ang distansya sa pagitan ng ilang mga cable na may boltahe hanggang 10 kV ay dapat na hindi bababa sa 100 mm. Ang mga kable ay inilalagay sa ilalim ng trench sa isang hilera at natatakpan ng isang layer ng malambot na lupa o buhangin na hindi bababa sa 100 mm ang kapal. Upang maprotektahan ang isang linya ng cable na may boltahe na higit sa 1 kV mula sa pinsala sa makina, ito ay natatakpan sa buong haba nito sa ibabaw ng tuktok na kama na may mga kongkretong slab o brick, at mga linya ng boltahe hanggang sa 1 kV - sa mga lugar lamang ng posibleng pagkalagot.
Ang mga linya ng cable ay inilalagay sa kahabaan ng hindi madaanan na bahagi sa layo na hindi bababa sa: 600 mm mula sa mga pundasyon ng mga gusali, 500 mm hanggang sa mga pipeline, 2000 mm mula sa mga pipeline ng init.
Ang linya ng cable ay inilatag sa kahabaan ng ruta, na isinasaalang-alang ang pinakamababang pagkonsumo ng cable at tinitiyak ang kaligtasan nito mula sa mekanikal na pinsala, kaagnasan, panginginig ng boses, overheating at arson ng isang electric arc mula sa mga kalapit na cable. Upang maalis ang panganib ng mga mapanganib na mekanikal na stress, ang mga cable ay inilatag na may isang margin sa haba, at isang margin na 35 cm ang naiwan sa magkabilang panig ng mga coupling sa isang vertical na eroplano sa pagpapalalim ng trench.
Sa panahon ng bukas na pahalang na pagtula ng mga cable sa kahabaan ng mga istraktura at dingding sa mga kolektor at mga channel, ang mga ito ay mahigpit na naayos sa mga dulo, sa mga bends at sa mga coupling, pag-install ng mga sumusuportang istruktura tuwing 80-100 cm. Sa mga lugar kung saan may panganib ng mekanikal na pinsala, ang cable ay protektado ng isang karagdagang patong sa taas na 2 m. Ang mga lugar para sa mga paglipat ng cable mula sa mga trench patungo sa mga gusali, mga lagusan, sa pamamagitan ng mga kisame at mga kalsada ay dapat na ayusin gamit ang mga tubo o bakanteng. Ito, sa partikular, ay nagpoprotekta sa cable mula sa mga vibrations at nagbibigay ng posibilidad ng pagkumpuni nang hindi binubuksan ang roadbed.
Sa mga lugar ng isang matalim na pagbabago sa direksyon ng cable laying, ang radii ng panloob na baluktot na curve ng mga cable ay limitado upang maiwasan ang mekanikal na pinsala.
Ang lahat ng mga cable ay ginawa sa mga segment na may limitadong haba, depende sa boltahe at seksyon nito. Sa panahon ng pagtatayo ng mga linya ng cable, ang mga indibidwal na mga segment ay konektado sa isa't isa sa pamamagitan ng mga coupling na tinatakan ang mga joints. Para sa mga cable na may boltahe hanggang sa 1 kV, ginagamit ang epoxy o cast-iron couplings (Larawan 3).
Larawan 3 1 - katawan; 2 - tatlong-phase na cable; 3 - porselana spacer; 4 - pagkonekta salansan
Para sa mga cable na may plastic insulation, ang mga coupling ay ginagamit mula sa heat-shrinkable insulating tubes, ang bilang nito ay tumutugma sa bilang ng mga cable core, at isang hose heat-shrinkable tube (Fig. 4). Ang lahat ng heat shrink tubing ay may mainit na natutunaw na pandikit sa loob na ibabaw. Mga insulating tubes i-insulate ang conductive wires, at ibinabalik ng hose pipe ang sheath sa junction.
Figure 4. Pinagsamang para sa plastic insulated cable na may boltahe hanggang 1 kV
Ang mga pagwawakas at pagwawakas ay ginagamit upang ikonekta ang mga kable sa mga de-koryenteng aparato ng switchgear. Sa fig. Ang 5 ay nagpapakita ng isang tatlong-phase na pagwawakas na puno ng mastic panlabas na pag-install na may mga porselana na insulator para sa 10 kV cable.
Larawan 5
Para sa mga three-core cable na may plastic insulation na may boltahe na 10 kV, ginagamit ang isang dulo ng manggas, na ipinapakita sa fig. 6. Ito ay binubuo ng isang heat-shrinkable glove 1, lumalaban sa epekto kapaligiran, at semi-conductive heat-shrinkable tubes 2, sa tulong kung saan ang tatlong single-core cable ay nilikha sa dulo ng isang three-core cable. Ang mga insulating heat-shrinkable tubes 3 ay inilalagay sa magkahiwalay na mga core. Ang kinakailangang bilang ng heat-shrinkable insulators 4 ay naka-mount sa kanila.
Larawan 6
Ang mga metal sheath ng mga mating cable ay konektado sa mga coupling sa isa't isa at sa mga coupling housing sa buong haba ng linya. Sa mga pagwawakas, ang mga shell na ito ay konektado sa karaniwang ground loop ng bagay.
Upang mapabuti ang pagiging maaasahan at tibay, ang mga linya ng cable sa mga urban na lugar ay inilalagay sa mga espesyal na istruktura sa ilalim ng lupa, na kinabibilangan ng:
mga kolektor na itinayo para sa magkasanib na pagtula ng mga kable (kapangyarihan, kontrol at komunikasyon), mga pipeline ng tubig at init;
mga tunnel na idinisenyo upang mapaunlakan ang mga kable ng kuryente at kontrol;
mga channel na nakaayos sa teritoryo ng mga substation o distribution point, sa loob pang-industriya na lugar ginagamit upang ilagay ang mga linya ng cable;
mga bloke ng cable na gawa sa mga tubo o mga kongkretong bloke na may mga tubular channel at mga balon na inihanda sa kanila.
Ang mga pasukan sa mga istruktura sa ilalim ng lupa at mga hatch ng mga balon ay dapat na nakakandado. Ang mga lagusan at mga imburnal ay dapat bigyan ng ilaw at bentilasyon. Ang lahat ng mga istrukturang metal ay dapat na pinahiran ng mga di-nasusunog na anti-corrosion varnishes.
Sa kasalukuyang panahon, mahirap isipin ang isang lungsod, nayon o kahit isang hiwalay na kubo na walang kuryente. Ang mga tao ay mahigpit na nakakabit sa mga kagamitan sa sambahayan, ilaw, init, na kahit na ang panandaliang kakulangan ng kuryente ay nagdudulot ng nasasalat na abala at mga problema. Ang bawat planta ng kuryente ng anumang bagay ay dapat na konektado sa network ng kuryente upang ang enerhiya ay kumalat pa. Ang koneksyon na ito ay ginawa salamat sa mga espesyal na linya ng kuryente.
Ano ang cable at power lines
Ang cable line ay isang uri ng linya na nagpapadala ng mga impulses enerhiyang elektrikal sa malalayong distansya. Binubuo ito ng isa o higit pang mga core, na nilagyan ng connecting lock o end sleeves at fasteners.
Ang mga linya ng power cable ay ang parehong mga cable, ngunit may reinforced insulation na maaaring makatiis mataas na boltahe. Binubuo sila ng mga sumusunod na layer:
- conductive core;
- pagkakabukod ng core mismo;
- tagapuno ng papel;
- pagkakabukod ng lahat ng mga cable sa isang kaluban;
- proteksiyon na shell;
- steel armor sa anyo ng sheet steel;
- isa pang proteksiyon na takip.
Pag-uuri ng mga linya ng cable
Ayon sa mga kondisyon para sa pagpasa sa linya, mayroong:
- sa ilalim ng lupa;
- ilalim ng tubig;
- sa mga gusali at istruktura.
Ginagamit ang mga linyang ito kapag hindi posibleng mag-install ng mga overhead na linya. Ang proteksiyon na uri ng gasket ay nag-aambag sa maaasahang proteksyon ng cable mula sa iba't ibang impluwensya sa atmospera at mekanikal na pinsala. Ang mga ito ay nailalarawan sa pamamagitan ng isang mataas na antas ng pagiging maaasahan sa buong panahon ng operasyon.
Ngunit, sa kabila nito, posible ang mga sumusunod na uri ng pinsala:
- maikling circuit na sanhi ng pagtanda ng insulating coating ng mga core;
- pinsala sa makina;
- nabuhay si break.
Iyon ang dahilan kung bakit kinakailangan upang subukan ang mga linya ng power cable, na makakatulong na matukoy ang "mahina" na mga lugar ng pagkakabukod, pag-install at mga depekto sa koneksyon.
Isinasagawa ang mga ito alinsunod sa PUE at PTEEP.
Paano nilagyan ng label ang mga linya ng cable?
Ang pagmamarka ng mga linyang ito at ang pag-install ng mga espesyal na marka ng pagkakakilanlan ay ginagawa ayon sa sumusunod na prinsipyo: ang bawat linya ay dapat magkaroon ng sarili nitong indibidwal na numero at pangalan. Kung ito ay binubuo ng ilang mga core, pagkatapos ay nilagdaan ito sa parehong paraan, isang liham lamang ang itinalaga sa bawat cable (A, B, C, atbp.).
Sa kaso ng pagtula bukas mga linya ng puwersa ang isang espesyal na tag ay dapat na naroroon sa cable, kung saan ang mga sumusunod na katangian ay ipinapakita: tatak, seksyon, boltahe, numero at pangalan ng linya. Ang mga tag na ito ay dapat na may naaangkop na pagtutol sa iba't ibang klimatiko na kondisyon.
Sa mga saradong linya, ang mga naaangkop na palatandaan ng pagkakakilanlan ay naka-install sa mga dulong punto, sa mga balon at mga silid ng dumi sa alkantarilya.
Ang sentro ng engineering na "ProfEnergy" ay mayroong lahat mga kinakailangang kasangkapan para sa mataas na kalidad na pagsubok ng mga linya ng kable ng kuryente, isang mahusay na koordinadong pangkat ng mga propesyonal at lisensya na nagbibigay ng karapatang isagawa ang lahat ng kinakailangang pagsusuri at pagsukat. Ang pag-iwan sa pagpili sa electrical laboratory na "ProfEnergy" ay pipiliin mo ang maaasahan at mataas na kalidad na operasyon ng iyong kagamitan!
Pahina 1 ng 8
kapangyarihan linya ng kable ay isang linya para sa pagpapadala ng elektrikal na enerhiya, na binubuo ng isa o higit pang parallel cable na may connecting cables. locking at end sleeves (terminals) at mga fastener. Sa mga linya ng kable ng kuryente, ang mga kable na may pagkakabukod ng papel at plastik ang pinakamalawak na ginagamit. Ang uri ng pagkakabukod ng mga kable ng kuryente at ang kanilang disenyo ay nakakaapekto hindi lamang sa teknolohiya ng pag-install, kundi pati na rin sa mga kondisyon ng pagpapatakbo ng mga linya ng kable ng kuryente. Nalalapat ito lalo na sa mga plastic-insulated cable. Kaya bilang isang resulta ng pagbabago ng mga naglo-load sa panahon ng operasyon at karagdagang pag-init dahil sa mga overload at alon short circuit, sa pagkakabukod ng cable ay may presyon mula sa polyethylene (polyvinyl chloride) na tumataas sa pag-init, na maaaring mag-abot sa mga screen at cable sheath, na nagiging sanhi ng kanilang natitirang pagpapapangit. Sa kasunod na paglamig, dahil sa pag-urong, ang mga pagsasama ng gas o vacuum ay nabuo sa pagkakabukod, na mga sentro ng ionization. Kaugnay nito, magbabago ang mga katangian ng ionization ng mga cable. Ang mga paghahambing na data sa halaga ng koepisyent ng temperatura ng pagpapalawak ng dami ng iba't ibang mga materyales na ginamit sa pagtatayo ng mga kable ng kuryente ay ibinibigay sa talahanayan 1.
Talahanayan 1. Mga koepisyent ng temperatura ng volumetric na pagpapalawak ng mga materyales na ginagamit sa pagtatayo ng mga kable ng kuryente
Dapat pansinin na ang pinakamataas na halaga ng koepisyent ng temperatura ng pagpapalawak ng dami ay nangyayari sa mga temperatura ng 75-125 ° C. naaayon sa pag-init ng pagkakabukod sa panahon ng panandaliang overload at short-circuit na mga alon.
Paper impregnated cable core insulation ay may mataas na katangian ng kuryente. mahabang buhay ng serbisyo at medyo mataas na temperatura ng pag-init. Ang mga cable na may pagkakabukod ng papel ay nagpapanatili ng kanilang mga de-koryenteng katangian nang mas mahusay sa panahon ng operasyon na may madalas na labis na karga at karagdagang pag-init na nauugnay dito.
Upang matiyak ang pangmatagalan at walang problema na operasyon ng mga linya ng cable, kinakailangan na ang temperatura ng mga core at pagkakabukod ng cable sa panahon ng operasyon ay hindi lalampas sa mga pinahihintulutang limitasyon.
Ang pangmatagalang pinahihintulutang temperatura ng mga conductive conductor at ang kanilang pinahihintulutang pag-init sa mga short-circuit na alon ay tinutukoy ng materyal na pagkakabukod ng cable. Ang pinakamataas na pinapahintulutang temperatura ng mga core ng mga kable ng kuryente para sa iba't ibang mga materyales sa pagkakabukod ng core ay ibinibigay sa Talahanayan. 2.
Talahanayan 2. Pinakamataas na pinapayagang mga pangunahing temperatura ng mga kable ng kuryente
|
pangunahing pagkakabukod |
Boltahe ng cable, kV |
Pangmatagalang pinahihintulutang temperatura ng mga core ng cable, RS |
Pinahihintulutang pag-init ng mga core sa mga short-circuit na alon, ° С |
|
pinapagbinhi ng papel | |||
|
plastik: | |||
|
PVC tambalang plastik | |||
|
polyethylene | |||
|
vulcanizing polyethylene | |||
|
goma | |||
|
Ang goma ay nadagdagan ang paglaban sa init |
Tandaan: Ang pinahihintulutang pag-init ng mga cable core na gawa sa PVC at polyethylene sa emergency mode ay dapat na hindi hihigit sa 80°C, ng vulcanized polyethylene - 130°C.
Ang tagal ng mga cable sa emergency mode ay hindi dapat lumampas sa 8 oras bawat araw at 1000 oras. para sa buhay ng serbisyo. Ang mga linya ng cable na may boltahe na 6-10 kV, na nagdadala ng mga naglo-load na mas mababa kaysa sa mga nominal, ay maaaring ma-overload sa loob ng maikling panahon sa ilalim ng mga kondisyon na ibinigay sa Talahanayan. 3.
Talahanayan 3 Mga pinahihintulutang labis na karga kaugnay ng kasalukuyang na-rate mga linya ng cable na may boltahe na 6-10 kV
Tandaan: Para sa mga linya ng cable na gumagana nang higit sa 15 taon, ang mga overload ay dapat bawasan ng 10%. Hindi pinapayagan ang overloading ng mga cable lines para sa boltahe na 20 ÷ 35 kV.
Anumang linya ng power cable, bilang karagdagan sa pangunahing elemento nito - ang cable, ay naglalaman ng mga connecting at end sleeves (terminals), na may malaking epekto sa pagiging maaasahan ng buong linya ng cable.
Sa kasalukuyan, kapag ini-mount ang parehong dulo ng mga manggas (terminal) at mga coupling, ang mga produktong heat-shrinkable na gawa sa radiation-modified polyethylene ay malawakang ginagamit. Ang pagkakalantad sa radiation ng polyethylene ay humahantong sa paggawa ng isang qualitatively bagong electrical insulating material na may mga natatanging hanay ng mga katangian. Kaya, ang heat resistance nito ay tumataas mula 80 °C hanggang 300 °C para sa panandaliang operasyon at hanggang 150 °C para sa pangmatagalang operasyon. Ang materyal na ito ay may mataas na pisikal at mekanikal na mga katangian: thermal stability, cold resistance, paglaban sa mga agresibong kemikal na kapaligiran, solvents, gasolina, mga langis. Kasama ng makabuluhang pagkalastiko, mayroon itong mataas na mga katangian ng dielectric, na pinapanatili sa napaka mababang temperatura. Ang mga heat-shrinkable na manggas at mga termination ay naka-mount sa parehong plastic at paper-impregnated na mga cable.
Ang inilatag na cable ay nakalantad sa mga agresibong bahagi ng kapaligiran, na kadalasang mga kemikal na konektor na diluted sa isang degree o iba pa. Ang mga materyales kung saan ginawa ang kaluban at baluti ng mga kable ay may iba't ibang paglaban sa kaagnasan.
Nangunguna matatag sa mga solusyon na naglalaman ng sulfuric, sulfurous, phosphoric, chromic at hydrofluoric acid. AT hydrochloric acid Ang tingga ay matatag sa mga konsentrasyon hanggang sa 10%.
Ang pagkakaroon ng chloride at sulfate salts sa tubig o lupa ay nagdudulot ng matalim na pagsugpo sa lead corrosion. samakatuwid, ang tingga ay matatag sa maalat na mga lupa at tubig-dagat.
Ang mga nitric acid salts (nitrates) ay lubhang kinakaing unti-unti sa lead. Napakahalaga nito, dahil ang mga nitrates ay nabuo sa lupa sa proseso ng microbiological decay at ipinakilala dito sa anyo ng mga pataba. Ayon sa antas ng pagtaas sa kanilang pagiging agresibo na may kaugnayan sa mga kaluban ng tingga, ang mga lupa ay maaaring ipamahagi bilang mga sumusunod:
a) asin; b) calcareous; c) mabuhangin; d) itim na lupa; e) luwad; e) pit.
Ang carbon dioxide at phenol ay lubos na nagpapahusay sa kaagnasan ng tingga. Ang tingga ay matatag sa alkalis.
aluminyo matatag sa mga organic na acid at hindi matatag sa hydrochloric, phosphoric, formic acids. pati na rin sa alkalis. Ang isang lubos na agresibong epekto sa aluminyo ay ibinibigay ng mga asing-gamot, sa panahon ng hydrolysis kung saan nabuo ang mga acid o alkalis. Sa mga neutral na asing-gamot (pH=7), ang mga asin na naglalaman ng chlorine ay ang pinaka-aktibo, dahil ang mga nagresultang chlorides ay sumisira sa proteksiyon na pelikula ng aluminyo; samakatuwid, ang mga solonchak na lupa ay ang pinaka-agresibo para sa mga shell ng aluminyo. Ang tubig sa dagat, pangunahin dahil sa pagkakaroon ng mga chloride ions sa loob nito, ay isa ring lubhang agresibong daluyan para sa aluminyo. Sa mga solusyon ng sulfates, nitrates at chromium, ang aluminyo ay medyo matatag. Ang kaagnasan ng aluminyo ay lubos na pinahuhusay sa pamamagitan ng pakikipag-ugnay sa isang mas electropositive na metal tulad ng lead, na malamang na mangyari kapag ang mga coupling ay naka-install maliban kung ang mga espesyal na hakbang ay ginawa.
Kapag nag-mount ng lead coupling sa isang cable na may aluminum sheath, nabuo ang lead-aluminum contact galvanic pair, kung saan ang aluminum ang anode, na maaaring magdulot ng pagkasira ng aluminum sheath ilang buwan pagkatapos mai-install ang coupling. Sa kasong ito, ang pinsala sa shell ay nangyayari sa layo na 10-15 cm mula sa leeg ng pagkabit, i.e. sa lugar kung saan ang mga proteksiyon na takip ay tinanggal mula sa shell sa panahon ng pag-install. Para sa elimination mapaminsalang pagkilos ng magkatulad na galvanic pairs, ang coupling at ang mga hubad na lugar ng aluminum sheath ay tinatakpan ng isang MB-70 (60) cable compound na pinainit hanggang 130 ° C, at ang isang malagkit na PVC tape ay inilapat sa itaas sa dalawang layer na may 50% overlap . Ang isang layer ng tarred tape ay inilapat sa ibabaw ng adhesive tape, na sinusundan ng patong dito ng isang bituminous top coat ng tatak na BT-577.
PVC compound hindi nasusunog, lubos na lumalaban sa karamihan ng mga acid, alkali at mga organikong solvent. Gayunpaman, ito ay nawasak ng puro sulpuriko at nitric acid, acetone at ilang iba pang mga organikong compound. Sa ilalim ng impluwensya ng mataas na temperatura at solar radiation, ang PVC compound ay nawawala ang plasticity at frost resistance nito.
Polyethylene nagtataglay ng kemikal na pagtutol sa mga acid, alkalis, mga solusyon ng mga asing-gamot at mga organikong solvent. Gayunpaman, ang polyethylene sa ilalim ng impluwensya ng ultraviolet rays ay nagiging malutong at nawawala ang lakas nito.
goma, ginagamit para sa mga sheathing cable, ito ay lumalaban nang mabuti sa pagkilos ng mga langis, haydroliko at preno na likido, ultraviolet ray, pati na rin ang mga mikroorganismo. Mapanirang epekto sa mga solusyon ng goma ng mga acid at alkali sa mataas na temperatura.
baluti, gawa sa mababang carbon steel, kadalasang nabigo nang mas maaga kaysa sa magsimulang mag-corrode ang shell. Ang baluti ay lubhang kinakaing unti-unti sa mga acid at napakatatag sa alkalis. Ang mapanirang epekto dito ay sulfate-reducing bacteria na gumagawa ng hydrogen sulfide at sulfide.
Ang mga takip ng sinulid na kable at bitumen ay halos hindi nagpoprotekta sa kaluban mula sa pagkakadikit nito panlabas na kapaligiran at mabilis na nawasak sa mga kondisyon ng lupa.
Ang proteksyon ng electrochemical ng mga cable laban sa kaagnasan ay isinasagawa ng cathodic polarization ng kanilang mga metal sheath, at sa ilang mga kaso nakasuot, i.e. nagpapatong ng negatibong potensyal sa huli. Depende sa paraan proteksyon ng kuryente Ang cathodic polarization ay nakakamit sa pamamagitan ng paglakip ng mga cable station ng cathode, drainage at tread protection sa mga kaluban. Kapag pumipili ng isang paraan ng proteksyon, ang pangunahing kadahilanan na nagiging sanhi ng kaagnasan sa mga partikular na kondisyon ay isinasaalang-alang.
Ang tatak ng power cable ay nagpapakilala sa mga pangunahing elemento ng istruktura at ang saklaw ng mga produkto ng cable.
Mga pagtatalaga ng liham Ang mga elemento ng istruktura ng cable ay ibinibigay sa talahanayan. apat.
Talahanayan 4 Mga pagtatalaga ng liham ng mga elemento ng istruktura ng cable
|
Structural element ng cable |
materyal |
Pagtatalaga ng liham |
|
Copper Aluminum |
Walang letter A |
|
|
pangunahing pagkakabukod |
Walang letter P V R |
|
|
Pagkakabukod ng sinturon |
Papel Polyethylene PVC Rubber |
Walang letter P V R |
|
Shell |
Lead Aluminum makinis Aluminum corrugated PVC Polyethylene flame retardant goma |
S A A g |
|
Papel at bitumen Nang walang cushion PE (hose) PVC: isang layer ng PVC-type na plastic tape dalawang layer ng PVC-type na plastic tape |
Walang liham b |
|
|
Steel tape Flat wire Round wire | ||
|
Panlabas na takip ng cable |
Cable yarn Walang panlabas na takip ng cable Glass fiber yarn (nasusunog na takip ng cable) Polyethylene hose PVC hose |
Walang sulat |
Tandaan: 1. Ang mga titik sa pagtatalaga ng cable ay nakaayos alinsunod sa disenyo ng cable, i.e. simula sa pangunahing materyal at nagtatapos sa panlabas na takip ng cable.
2. Kung sa dulo ng titik na bahagi ng tatak ng cable ay may isang titik na "P", na nakasulat sa pamamagitan ng isang gitling, nangangahulugan ito na ang cable ay may flat na hugis sa cross section, at hindi isang bilog.
3. Ang pagtatalaga ng control cable ay naiiba sa pagtatalaga ng power cable lamang na ang titik na "K" ay inilalagay pagkatapos ng materyal ng cable core.
Ang mga titik ay sinusundan ng mga numero na nagpapahiwatig ng bilang ng mga pangunahing insulated core at ang kanilang cross section (sa pamamagitan ng multiplication sign), pati na rin ang rated boltahe (sa pamamagitan ng isang gitling). Ang bilang at cross-section ng mga core para sa mga cable na may zero core o grounding core ay ipinahiwatig ng kabuuan ng mga numero.
Ang pinakamalawak na ginagamit na mga cable ay ang mga sumusunod na karaniwang cross-section ng mga core: 1.2; 1.5; 2.0;2.5; 3; apat; 5; 6; walo; sampu; 16; 25; 35; limampu; 70; 95; 120; 150; 185; 240 mm.
DEVICE AT PAG-INSTALL NG MGA CABLE LINE
Pag-aayos ng power cable
Para sa paghahatid at pamamahagi ng kuryente, kasama ang mga overhead na linya ng kuryente, ginagamit ang mga cable. Pangunahing ginagamit ang mga ito upang magpadala ng kuryente sa medyo maikling distansya at sa mga kaso kung saan ang pagtatayo ng mga overhead na linya ay hindi kanais-nais o hindi katanggap-tanggap (halimbawa, sa mga built-up na lugar ng mga pang-industriyang negosyo, sa mga lunsod o bayan). Ang paghahatid ng kuryente sa pamamagitan ng mga linya ng cable ay naging laganap, sa kabila ng kanilang mas mataas na gastos kumpara sa mga overhead na linya, dahil ang mga linya ng cable ay may ilang mga pakinabang. Ang mga linya ng cable na inilatag sa lupa ay hindi nakalantad sa mga panlabas na impluwensya tulad ng yelo, hangin, alikabok, kahalumigmigan, paglabas ng kidlat, pinsala sa kanila ay hindi mapanganib para sa populasyon bilang isang break sa mga wire ng mga overhead na linya. Bilang karagdagan, ang direktang supply ng kuryente sa mga mamimili ( mga de-kuryenteng makina at mga device) ay halos posible lamang sa pamamagitan ng mga cable. Sa mga overhead na linya hanggang 35 kV, ang mga pagsingit ng cable ay inaayos kapag ang pagtatayo ng isang overhead na linya ay teknikal o hindi praktikal sa ekonomiya. Karaniwan, ang mga naturang pagsingit ay itinayo sa mga tawiran sa mga linya ng komunikasyon, sasakyan o mga riles, linya ng hangin mga linya ng paghahatid ng kuryente, sa mga diskarte sa mga substation ng transpormer, sa mga teritoryo ng mga pamayanan.
Fig.1. Power cable:
1 - conductive wires, 2, 3 - phase at belt insulation, 4 - shell, 5 - unan, 6 - baluti, 7 - panlabas na proteksiyon na layer
Ang mga pangunahing elemento ng cable. Ang power cable (Fig. 1) ay isa o higit pang mga insulated conductive core na nakapaloob sa isang sealed sheath, kung saan inilalagay ang mga protective cover.
Ang mga pangunahing elemento ng istruktura ng mga cable ay: konduktor 1, pagkakabukod 2
at 3,
hermetic protective shell 4,
pinoprotektahan ang pagkakabukod mula sa kahalumigmigan at hangin, panlabas na proteksiyon na takip, na binubuo ng unan 5, baluti 6
at panlabas na proteksiyon na layer 7, na nagpapatibay sa cable sheath at pinoprotektahan ito mula sa kaagnasan at mekanikal na pinsala. Bilang karagdagan, ang disenyo ng cable ay maaaring magsama ng mga screen, filler at neutral na conductor.
Ang mga konduktor ay binubuo ng isa o higit pang mga baluktot na butas na natatakpan ng isang insulating sheath. Depende sa bilang ng kasalukuyang nagdadala ng mga core, ang mga power cable ay gawa sa isa, dalawa, tatlo at apat na core. Ang pinaka-tinatanggap na ginagamit ay ang tatlong- at apat na-core na mga cable, dahil ang karamihan sa mga pang-industriyang consumer ay gumagamit ng tatlong-phase alternating current. Ang mga three-core power cable ay ginawa para sa isang operating boltahe na 1-35 kV, apat na core - hanggang sa 1 kV. Ang ika-apat na core ng naturang mga cable ay ginagamit bilang isang neutral na kawad at, bilang panuntunan, ay may isang cross section na kalahati ng sa iba.
Para sa mga boltahe na 110 at 220 kV, single-core low-pressure oil-filled na mga cable sa isang corrugated sheath at mataas na presyon sa mga bakal na tubo.
Ang conductive single- at stranded conductors ay pangunahing ginawa mula sa aluminyo, mas madalas mula sa tanso. Ang mga stranded conductor ay gawa sa ilang mga wire na may parehong diameter o sa anyo ng isang core na nakabalot sa ilang mga hilera ng mga wire. Ang cross section ng mga core ay maaaring bilog (Larawan 2, a, b), sektor (Larawan 2, c, d) at segment (Fig.2. e). Para sa snug fit ng mga wire sa isang stranded core, gayundin para matiyak ang sapat na cable flexibility, ang mga wire sa loob ng core ay pinipilipit at tinatakan (Fig. 2, b, d, e). Ito ay makabuluhang binabawasan ang bilang ng mga air inclusions, at binabawasan din ang pagtagas ng impregnating na komposisyon, na kung saan ay lalong mahalaga para sa vertical at inclined cable laying.
Ang pagkakabukod ay nagbibigay ng lakas ng kuryente ng mga conductor na nagdadala ng kasalukuyang at ang cable sa kabuuan. Upang ihiwalay ang mga core mula sa bawat isa, ang isang tinatawag na phase insulation ay inilalapat sa bawat isa sa kanila. Pagkatapos ay ang mga core ay baluktot at isa pang layer ng pagkakabukod ay inilapat - isang sinturon, na naghihiwalay sa kanila mula sa cable sheath.

Fig.2. Cross-section ng mga conductor ng cable:
a, b- round twisted stranded unconsolidated and compacted, c, d -
sektor na single-wire at multi-wire compacted, d- segment twisted stranded selyadong
Ang pinaka-tinatanggap na ginagamit na mga cable ay insulated na may cable paper, mas madalas na may goma pagkakabukod. Pag-unlad industriya ng kemikal at mass production ng mga electrically insulating plastic na naging posible na bumuo at magpakilala ng mga cable na may plastic insulation at sheaths (pangunahin na 1-6 kV).
Ang pagkakabukod ng papel ay may mahusay na mga katangian ng insulating, sapat na paglaban sa init (hanggang sa 80 ° C), isang mataas na antas ng pagkakapareho, at medyo mababang gastos. Ang kawalan nito ay hygroscopicity, na ginagawang kinakailangan upang maingat na protektahan ang cable na may waterproof sheaths at i-seal ang mga end device ng cable line (na may mga termination at couplings).
Ang pagkakabukod ng papel ay ginawa mula sa espesyal na cable paper na pinapagbinhi ng isang insulating compound, na kadalasang kinabibilangan ng mga mineral na langis at rosin, at para sa mga cable na may tinatawag na non-draining compound - ceresin, viscous mineral oil, rosin.
Ang mga conductor ay insulated na may spirally wound cable paper tape na 5-30 mm ang lapad. Ang kapal ng layer ay depende sa rate ng boltahe ng cable. Ang itaas na core insulation tape, bilang panuntunan, ay ginawa sa iba't ibang kulay: sa isang core - mula sa ordinaryong cable paper, sa kabilang banda - mula sa pulang papel o mula sa cable paper na may pulang guhit, sa pangatlo - mula sa papel ng anumang kulay. (o may guhit). Sa apat na core na mga cable, ang tuktok na insulation tape ng zero core ay gawa sa ordinaryong cable paper.
Ang pagkakabukod ng papel na sinturon ay inilalapat sa mga naka-insulate at pinaikot na mga wire. Kasabay nito, ang mga tagapuno mula sa mga bundle ng papel ay inilalagay sa mga puwang sa pagitan ng mga core.
Ang pagkakabukod ng goma ay binubuo ng goma na may halong ilang bahagi (mga tagapuno). Ang mga bentahe nito ay ang kakayahang umangkop at halos kumpletong non-hygroscopicity, at ang mga disadvantages nito ay mataas ang gastos, medyo mababa ang operating temperatura ng mga conductor (hanggang sa 65 ° C), mabilis na pagtanda sa ilalim ng impluwensya ng sikat ng araw, atbp. Upang matukoy ang mga phase, ang pagkakabukod ng mga konduktor ay gawa sa maraming kulay na goma o rubberized na tela.
Ang plastic insulation ay gawa sa polyvinyl chloride o polyethylene. Ang mga PVC-insulated cable ay pangunahing ginawa para sa operating voltages hanggang 1 kV. Ang kawalan ng pagkakabukod na ito ay ang thermoplasticity nito, dahil ang pag-init ng cable ay nagiging sanhi ng paglambot ng pagkakabukod, pag-aalis ng mga core at pagbaba ng lakas ng kuryente sa paglipas ng panahon.
Ang higit na maaasahan ay ang paggamit ng polyethylene insulation, na may mahusay na mekanikal at elektrikal na mga katangian ng insulating sa isang malawak na hanay ng temperatura, paglaban sa mga acid, alkalis at kahalumigmigan.
Upang mapabuti ang mga de-koryenteng katangian ng pagkakabukod, ang ilang mga uri ng mga cable ay nilagyan ng mga screen na nakahanay at nagpapababa ng pag-igting. electric field nasa isolation. Ang mga screen ay gawa sa metallized na papel, semi-conductive polyethylene, atbp. Sa 6 kV cable na may plastic insulation, ang mga screen ay inilalapat sa ibabaw ng pagkakabukod ng mga core, at sa mga cable na 10 kV at sa itaas, parehong sa ibabaw ng phase insulation at sa bawat isa. core.
Ang electric field sa loob ng cable ay na-level din sa tulong ng mga filler - mga bundle ng mga tape ng papel o sinulid ng cable, mga thread ng polyethylene, polyvinyl chloride o goma, na pinupuno ang mga puwang sa pagitan ng mga insulated core.
Ang hermetic protective sheaths ay nagsisilbing protektahan ang cable insulation mula sa mga impluwensya sa kapaligiran, pangunahin mula sa moisture penetration, at gawa sa tingga, aluminyo, plastik at goma.
Ang mga panlabas na proteksiyon na takip ay binubuo ng tatlong pangunahing elemento: cushion 5, armor 6 at outer protective layer 7 (tingnan ang Fig. 1) at inilalapat sa cable sheath upang protektahan ito mula sa mekanikal na pinsala.
Pinoprotektahan ng unan ang kaluban mula sa pinsala kapag inilapat ang baluti, pati na rin kapag ang cable ay nakabaluktot sa panahon ng pagtula nito. Kasabay nito, pinoprotektahan ng cushion ang shell mula sa kemikal at electrochemical corrosion. Kadalasan, ang pad ay binubuo ng ilang mga layer ng bituminous na komposisyon, pinapagbinhi na cable paper tape at cable yarn at may kapal na 1.5-2 mm.
Pinoprotektahan ng armor ang cable sheath mula sa mekanikal na pinsala at, depende sa pinapahintulutang tensile forces, ay gawa sa mga bakal na tape o flat (minsan bilog) na mga wire na bakal na paikot-ikot na nakabalot sa kaluban.
Pinoprotektahan ng panlabas na proteksiyon na layer ang baluti mula sa kaagnasan at maaaring hindi nasusunog at karaniwan. Ang non-combustible protective layer ay gawa sa dalawang layer ng fire-resistant compound, glass yarn at chalk coating, na nagpoprotekta sa mga coils ng cable sa drum mula sa pagdikit, at ang karaniwang isa ay gawa sa impregnated cable yarn (jute), dalawang layer ng bituminous composition at chalk coating.
Ginagawa rin ang mga cable na may mga plastic na panlabas na proteksiyon na takip, na may ibang disenyo at inilalapat pangunahin sa isang aluminyo na kaluban (halimbawa, AASHv).
Pagmarka ng cable. Ang mga cable ay minarkahan ayon sa materyal ng mga conductive core ng pagkakabukod, mga kaluban at ang uri ng mga proteksiyon na takip. Ang unang titik sa pagmamarka ng cable ay nagpapahiwatig ng materyal ng mga core: A - para sa aluminyo (para sa tanso, ang sulat ay hindi nakakabit); ang pangalawa ay nagpapahiwatig ng uri ng pagkakabukod ng cable: PVC. P - polyethylene. R - goma (ang pagkakabukod ng papel ay hindi ipinahiwatig). Sinusundan ito ng pagtatalaga ng materyal ng shell: A - aluminum, C - lead, B - polyvinyl chloride compound, P - polyethylene, P - self-extinguishing polyethylene, H - non-combustible oil-resistant rubber. Ang mga titik ST ay nagpapahiwatig na ang kaluban ay gawa sa bakal na corrugated tube.
Ang mga pagtatalaga ng mga proteksiyon na takip ng cable ay sumusunod pagkatapos ng pagtatalaga ng kaluban: B - baluti na gawa sa bakal na mga teyp na may panlabas na proteksiyon na layer, P at K - pareho, na gawa sa flat o bilog na mga wire na bakal.
Halimbawa. AAB - cable na may mga konduktor ng aluminyo, pagkakabukod ng papel, sa isang aluminyo na kaluban, nakabaluti na may dalawang bakal na mites, na may isang panlabas na layer ng jute; APVB - isang cable na may aluminum conductors, polyethylene insulation, sheathed na may PVC compound, armored na may dalawang steel tape na may panlabas na layer ng jute.
Pagkatapos italaga ang uri ng baluti, maaaring mayroong alinman sa mga titik na nagde-decipher sa mga panlabas na takip ng cable. Kasabay nito, ang isang proteksiyon na takip ng isang maginoo na disenyo at isang unan ng isang normal na disenyo ay hindi ipinahiwatig. Kung walang jute protective layer sa cable, ang letrang G (bare) ay nakakabit, halimbawa, SBG, AAPG. Ang isang hindi nasusunog na panlabas na proteksiyon na layer ay itinalaga ng isang maliit na titik na "n" (halimbawa, ASBn), isang pinalakas na patong na proteksiyon ng isang aluminyo na shell - na may titik na "v", at isang partikular na pinalakas - na may titik na "y. " (halimbawa, AABv, AABu).
Ang mga cable na may plastic outer protective cover na gawa sa PVC o polyethylene hose ay minarkahan ng mga letrang Шв o Шп, pagkatapos ng pagtatalaga ng sheath. Halimbawa, AASHv - isang cable na may aluminum conductors, pinapagbinhi na pagkakabukod ng papel, sa isang aluminyo na kaluban na may PVC hose; ААШп - pareho, ngunit may isang hose na gawa sa polyethylene plastic.
Ang magkahiwalay na lead na mga core ng cable ay itinalaga sa titik O (halimbawa, AOSB o OSB). Ang depleted-impregnated insulation ng mga cable na inilaan para sa vertical laying ay karagdagang tinutukoy ng titik na "B" (halimbawa, ASB-V). Kung ang pagkakabukod ng papel ay pinapagbinhi ng isang ceresin-based na non-draining compound, ang titik na "C" ay inilalagay bago ang pagmamarka ng cable (halimbawa, TsAASH). Ang mga titik na "ozh" na inilagay sa dulo ng pagmamarka sa mga bracket ay nangangahulugan na ang conductive core ng cable ay solid single-profile, halimbawa, AAB (ozh). Ang titik na "b", na matatagpuan pagkatapos ng pagtatalaga ng armor, ay nagpapahiwatig na walang proteksiyon na takip na unan (halimbawa, AVBbShv), at ang mga titik na "c" at "p" ay nagpapahiwatig na ang unan ay gawa sa PVC o polyethylene hose. , ayon sa pagkakabanggit (halimbawa, AABv, ASBp). Ang reinforced at lalo na reinforced na unan ay itinalaga ayon sa pagkakabanggit ng mga indeks na "l" at "2l" (halimbawa, AAB, ASB). Ang mga cable na may pagkakabukod ng papel, na nadagdagan ang paglaban sa init, ay may titik na "U" sa dulo ng pagmamarka.
Ang mga numero na sumusunod sa mga titik sa pagmamarka ay nagpapahiwatig ng rate ng operating boltahe ng cable (kV), ang bilang ng mga conductive core at ang kanilang cross-sectional area (mm). Halimbawa, ang cable ASB-S 3x120 mm ay idinisenyo upang gumana sa boltahe na 6 kV at may tatlong mga core na may cross section na 120 mm, at ang cable APVB-1 3x50 + 1X25 mm - para sa pagtula sa mga network hanggang 1 kV, ay may tatlong core na may cross section na 50 mm at isa na may section na 25 mm.
Packaging ng cable. Ang mga kable ng kuryente na ginawa sa pabrika ay sinusugat sa mga cable drum sa mga regular na hanay at natatakpan ng sheathing upang maprotektahan laban sa mekanikal na pinsala.
Ang uri ng drum ay pinili upang ang diameter ng leeg nito ay hindi bababa sa 15-25 diameter ng cable ng sugat. Sa pisngi ng drum, ipahiwatig ang tagagawa, tatak at haba ng cable, ang bilang ng mga core at ang kanilang cross section, boltahe, gross at net weight, petsa ng paggawa at numero ng pamantayan ayon sa kung saan ginawa ang cable. Ang bawat reel na may cable na 6 kV pataas ay binibigyan ng factory test report, na inilalagay sa isang waterproof bag at nakakabit sa panloob na ibabaw ng reel sa ilalim ng casing. Sa mga drum na may tatlong-core cable, ang pagkakasunud-sunod ng paghahalili ng mga core ng mga dulo ng cable ay ipinahiwatig: direkta (letter B) o reverse (letter O).
Mga pangunahing kinakailangan para sa mga linya ng cable
Ang mga kable ng kuryente ay inilalagay sa lupa, tubig, gayundin sa mga panlabas na istruktura, sa mga lagusan, mga channel, mga bloke at sa loob ng mga gusali.
Ang mga pagsingit ng cable para sa mga overhead na linya ay inilalagay pangunahin sa mga trenches. Sa teritoryo ng mga power plant at substation, ang mga cable ay madalas na inilalagay sa maliliit na saradong channel. Sa isang malaking bilang ng mga cable, tunnels, daanan channel ay binuo, o bloke ng pipe ay inilatag. Ang mga cable sa mga lagusan at mga channel ay naayos sa mga gawa na istrukturang metal na istante. Sa bukas na hangin, ang mga cable ay inilalagay lamang kapag ang teritoryo ay lubos na puspos ng mga kagamitan sa ilalim ng lupa.
Ang lalim ng pagtula ng mga cable hanggang sa 10 kV sa lupa ay dapat na 0.7 m, at sa mga intersection ng mga kalye, kalsada at riles - 1 m.
Ang pagbabawas ng lalim ng pagtula ng cable sa 0.5 m ay pinapayagan sa mga seksyon hanggang sa 5 m ang haba kapag pumapasok sa gusali, pati na rin sa mga intersection na may mga kagamitan sa ilalim ng lupa, kung ang mga cable ay protektado mula sa mekanikal na pinsala.
Ang baluktot na radius ng cable sa mga pagliko ng ruta ay dapat na hindi bababa sa 15-25 ng mga diameters nito at depende sa materyal ng pagkakabukod at kaluban, pati na rin ang disenyo ng mga core. Upang maiwasan ang pagtulo ng komposisyon ng impregnating, ang pagkakaiba sa antas sa pagitan ng pinakamataas at pinakamababang punto ng ruta ng cable na may pinapagbinhi na pagkakabukod ng papel ay hindi dapat lumagpas sa 5-25 m, depende sa boltahe. Ang mga cable na may maubos na pagkakabukod ay maaaring mailagay sa mga pagkakaiba sa taas hanggang sa 100 m, at may non-drip impregnation at plastic insulation - sa anumang pagkakaiba sa antas.
Ang pagpasok ng mga cable sa mga gusali o istruktura ay isinasagawa sa pamamagitan ng mga segment ng asbestos-semento o metal pipe. Kasabay nito, ang espasyo sa pagitan ng tubo at ng kable ay barado ng hila na hinaluan ng kulay abong hindi tinatablan ng luwad upang maiwasan ang pagpasok ng tubig sa gusali mula sa trench.
Ang mga kable na nakalagay sa loob ng bahay ay hindi dapat magkaroon ng panlabas na proteksiyon na mga takip na gawa sa nasusunog na fibrous substance. Sa magkahalong ruta, kapag ang parehong mga kable ay inilatag sa lupa at sa loob ng mga gusali, ang mga kable na may panlabas na takip ng jute ay ginagamit, at ang takip ng jute ay tinanggal sa mga lugar sa loob ng mga gusali.
Ang paglabas ng mga cable mula sa trench hanggang sa mga dingding ng mga gusali o mga suporta ng VL ay protektado ng mga tubo o mga kahon sa taas na 2 m mula sa sahig o lupa.
Mga interseksyon sa mga istrukturang pang-inhinyero ang mga ito ay isinasagawa sa bakal o asbestos-semento na mga tubo, ang haba nito sa mga tawiran sa mga kalsada o riles ay tinutukoy ng lapad ng kanan ng daan ng kalsada.
Kapag lumalapit (tumawid) sa mga kable ng kuryente na may iba't ibang mga komunikasyon sa engineering sa pagitan ng mga ito, ang mga distansya na tinutukoy ng EMP ay dapat mapanatili. Kapag nagsalubong ang mga linya ng kable, ang mga kable ng kuryente na may mababang boltahe ay inilalagay sa itaas ng mga kable na may mataas na boltahe. Hindi pinapayagan ang parallel laying ng mga cable sa itaas at ibaba ng mga pipeline. Kapag tumatawid gamit ang mga cable ng komunikasyon, ang mga power cable ay matatagpuan sa ibaba.
Malapit sa mga nakuryenteng riles, posible ang pagkasira ng mga metal na kaluban ng mga kable sa pamamagitan ng ligaw na alon. Samakatuwid, ang ruta ng cable line ay matatagpuan nang hindi lalampas sa 10.75 m mula sa axis ng electrified railway at 3.25 m na hindi nakuryente, at sa masikip na mga kondisyon ay protektado sila mula sa mapanganib na impluwensya ng mga ligaw na alon na may mga espesyal na aparato.
Ang lahat ng inilatag na cable, coupling at termination ay dapat may mga tag na nagsasaad ng tatak, seksyon at boltahe ng cable, numero o pangalan ng linya, pati na rin ang petsa ng pag-install. Ang pinakamahusay na materyal para sa mga tag ay plastik. Ang mga tag ay naka-install sa mga istruktura ng cable tuwing 50 m, pati na rin sa layo na 100 mm mula sa leeg ng pagkabit o pagwawakas, sa mga punto ng pagpasok at paglabas ng cable mula sa channel, tunnel, well, sa magkabilang panig ng magkakapatong ang interfloor,
Bago i-commissioning, sinusuri ang mga naka-install na linya ng cable. Una, sa lahat ng mga cable hanggang sa 10 kV, sinusuri nila ang integridad ng mga core (walang mga break), ang kondisyon ng pagkakabukod at ang tamang koneksyon ng bawat core sa phase ng parehong pangalan sa magkabilang dulo ng mga cable (core phasing ) na may 2.5 kV megohmmeter. Pagkatapos ay sinusukat nila ang insulation resistance ng mga cable hanggang 1 kV, na dapat ay hindi bababa sa 0.5 MΩ, at 6-10 kV cables ay nasubok tumaas na boltahe rectified kasalukuyang, katumbas ng anim na beses ang commemorative boltahe ng cable,
Ang lugar ng pinsala sa isang may sira na cable ay hinahanap gamit ang mga espesyal na device. Pagkatapos nito, ang cable ay naayos: naghuhukay sila ng isang trench sa lugar ng pinsala, pinutol ang nasira na piraso at nag-mount ng isang insert (hindi bababa sa 8 m ang haba) na may dalawang couplings.
Ang sumusunod na dokumentasyon ay dapat isumite para sa mga cable na inilagay sa operasyon: isang cable line project na may mga pagbabago at mga paglihis na ginawa dito; ruta ng ehekutibo ng linya; mga pasaporte at protocol ng mga pagsubok sa pabrika ng cable; mga gawa ng pagtanggap para sa pag-install ng mga trenches at mga channel; mga gawa ng mga nakatagong gawa para sa pagtula ng mga kable at tubo; magazine para sa cable laying at pag-install ng mga cable box; mga sertipiko ng pag-commissioning ng cable line.
Ang dokumentasyon ay dapat na nilagdaan ng kapatas o kapatas at ang tagapalabas ng gawain - ang kapatas. Ang mga magazine para sa pag-install ng mga coupling at termination ay nilagdaan din ng mga electrician-cable worker na nagsagawa ng mga gawaing ito.
Paglalagay ng mga kable sa lupa
paghahanda ng trench. Ang pinakamurang at pinakakaraniwang paraan ng paglalagay ng mga kable ay ang paglalagay ng mga ito nang direkta sa lupa sa mga espesyal na hinukay na kanal. Bago ang simula ng paghuhukay ng trench, ang ruta ng linya ng cable ay minarkahan at inilatag sa lupa, kung saan ang mga peg ay na-hammer sa axis ng hinaharap na trench pagkatapos ng halos 50 m. Partikular na maingat na masira ang mga sulok ng ruta, isinasaalang-alang ang pinahihintulutang radius ng baluktot ng cable. Matapos ang pagkasira ng ruta, ang isang permit para sa paghuhukay ay inisyu (sa isang populated na lugar - isang order). Pagkatapos ay tinawag nila ang mga may-ari ng mga underground utility na tumatawid sa ruta o dumadaan malapit dito, at sa kanilang presensya ay manu-mano silang naghuhukay ng maliliit na transverse trenches (pits) upang makita ang mga underground utility. Kapag sinusunod ang ruta ng cable na kahanay sa mga komunikasyon, ang mga hukay ay hinuhukay sa buong lugar ng diskarte tuwing 5-10 m, at pagkatapos ay nagsisimula silang maghukay ng trench.
Ang mga cable trenches ay karaniwang hinuhukay gamit ang mga espesyal na excavator-trenchers. Upang bumuo ng mga trench hanggang sa 1.2 m ang lalim at 0.2-0.4 m ang lapad, ang ETTs-165 trencher ay ginagamit. Ang ETR-134 bucket-wheel excavator ay nagbubukas ng mga trench na 0.3 m ang lapad at hanggang 1.3 m ang lalim. Ginagamit din ang E-153 single-bucket excavator at ER-7A rotary excavator. Sa mga lugar kung saan imposibleng gumamit ng mga mekanismo dahil sa malaking bilang ng mga komunikasyon sa ilalim ng lupa, ang mga berdeng espasyo, mga cable trenches ay hinuhukay nang manu-mano.
Malapit sa umiiral na mga cable, ang mga trenches at mga hukay ay binuo na may partikular na pangangalaga, at simula sa lalim na 0.4 m - lamang sa mga pala. Ang paggamit ng crowbars at piko ay ipinagbabawal. Kung ang isang hindi kilalang cable ay natuklasan habang naghuhukay ng trench o may amoy ng gas, agad na sinuspinde ang trabaho at ang mga manggagawa ay tinanggal mula sa trench.
Sa ilalim ng normal na mga kondisyon, ang lalim ng trench (isinasaalang-alang ang kapal ng kama para sa cable) ay dapat na 0.8 m - na may isang cable protection device laban sa mekanikal na pinsala, o 1-1.2 m - nang walang proteksyon. Pinapayagan na bumuo ng mga trenches na may mga vertical na pader na walang mga fastener, na may lalim na hindi hihigit sa 1 m sa bulk at mabuhangin na mga lupa ng natural na kahalumigmigan, 1.25 m - sa mabuhangin at clayey at 1.5 m - sa clays. Kinakailangan na itapon ang lupa mula sa trench sa layo na hindi bababa sa 0.5 m mula sa gilid upang hindi ito gumuho pabalik. Sa lahat ng mga kaso, ang cable ay dapat na inilatag kaagad pagkatapos maghukay ng trench.
Ang lupa sa ruta ay hindi dapat maglaman ng mga kemikal na sumisira sa armor at cable sheath. Sa mga lugar kung saan ang lupa ay puspos ng mga acid o binubuo ng nabubulok organikong bagay, mag-abo, ang kable ay inilalagay sa mga tubo ng asbestos-semento o ang ruta ay naalis sa mga naturang lugar.
Ang mga pagtawid sa mga kalsada at riles, bilang panuntunan, ay gumaganap sa isang tagong paraan(nang walang paghuhukay ng trench) gamit ang IP-4603 pneumatic punch. Ang pneumatic punch ay naka-install sa mga gabay ayon sa antas sa isang pre-excavated pit. Sa kabaligtaran na dulo ng paglipat, ang isang tumatanggap na hukay ay napunit. Sa ilalim ng pagkilos ng naka-compress na hangin na ibinibigay ng compressor, ang martilyo ay martilyo ang pneumatic punch sa lupa. Dahil ang lupa ay siksik sa pamamagitan ng mga dingding ng pneumatic punch, ang butas ay nagpapanatili ng bilog na hugis nito. Matapos lumabas ang pneumatic punch sa receiving pit, ang mga tubo ay inilalagay sa butas. Ang pneumatic punch ay ginagamit kapag naglalagay ng mga tubo na may diameter na hanggang 200 mm; ang mga tubo na may malalaking diyametro ay pinindot gamit ang isang hydraulic jack.
Kapag nag-aayos ng mga tawiran sa kalsada sa isang bukas na paraan, ang mga trench ay hinuhukay nang manu-mano, at isasara naman ang isa at pagkatapos ay ang kalahati ng kalsada para sa trapiko. Ang mga tubo na may kawad ay inilalagay sa trench para sa kasunod na paghila ng cable. Upang maiwasan ang pagbara ng mga tubo, sarado ang mga ito gamit ang mga kahoy na plug.
Ang trench sa ilalim ng mga riles ng tren ay napupunit kapag may mga break sa iskedyul ng tren. Upang mapanatili ang lakas ng landas, ang isang trench ay hinuhukay lamang sa pagitan ng dalawang katabing sleeper (para sa isang "sleeper box"). Para sa isang mas malawak na trench, ang unang "kahon ng pagtulog" ay binuksan, ang mga tubo ay inilalagay sa loob nito, at pagkatapos ay ang katabi. Pagkatapos ng pagtula ng mga tubo, ang lupa ay maingat na siksik, ang ballast layer ay naibalik at ang mga riles at sleepers ay nalinis.
Paglalagay ng cable sa isang trench. Ang trabaho sa paglalagay ng cable sa trench ay binubuo ng mga sumusunod na operasyon: pagdadala ng drum gamit ang cable papunta sa trench; paghahatid at pagtula ng mga brick o reinforced concrete slab sa kahabaan ng trench; pag-install ng drum sa mga screw cable jack, pag-alis ng drum sheathing at maingat na pag-inspeksyon sa cable; mga kagamitan sa kumot mula sa mababaw na lupa; pag-unrolling ng cable at paglalagay nito sa isang trench; pagguhit ng isang executive drawing; backfilling na may malambot na lupa o buhangin, pagtula ng mga brick o slab at backfilling ang trench na may lupa; mga setting ng pointer.
Para sa paglo-load at pagbabawas ng mga operasyon at transportasyon ng cable drums, crane at kotse ay ginagamit, pati na rin ang mga espesyal na mga sasakyan- mga cable conveyor. Sa mga pambihirang kaso, ang mga cable drum ay manu-manong ibinababa sa mga hilig na bar. Mahigpit na ipinagbabawal ang paghagis ng mga tambol mula sa sasakyan. Ang mga drum ay dinadala sa ruta at inilalagay sa mga cable jack upang ang dulo ng cable ng isang drum ay lumampas sa simula ng isa nang hindi bababa sa 3-4 m. cm at simulan ang mga paghahanda para sa pag-roll out ng cable.
Ang paraan ng pag-roll ay depende sa pagiging kumplikado ng ruta. Kung walang mga intersection na may mga komunikasyon sa ruta, ang cable ay inilatag nang direkta sa ilalim ng trench mula sa isang cable conveyor na inilipat kasama nito ng isang kotse o traktor,
Kung may mga intersection, ang drum na may cable ay naka-install sa cable jacks at inilunsad gamit ang isang winch. Upang gawin ito, ang winch cable ay tinanggal sa ilalim ng mga trenches, na-drag sa ilalim ng mga crossed na komunikasyon at nakakonekta sa dulo ng cable. Ang mga roller ng suporta ay naka-install sa ilalim ng mga trenches, at ang mga roller ng sulok ay naka-install sa mga sulok ng ruta. Ang winch cable ay pinagsama sa dulo ng cable gamit ang wire "stocking" o direkta sa likod ng conductive wires. Ang isang "stocking" ay inilalagay sa dulo ng cable at matatag na naayos na may wire bandage sa haba na hindi bababa sa 0.5 m.
Sa tulong ng isang winch, pinapayagan na hilahin ang isang cable na medyo maikli ang haba, dahil sa mga puwersa ng paghila na labis sa mga pinahihintulutan, maaaring mangyari ang pagkalagot ng kaluban o mga core ng cable.
Kapag hinihila ang cable sa pamamagitan ng mga tubo, ang mga nababakas na mounting funnel ay naka-install, at ang mga tubo mismo ay paunang nalinis at pinadulas ng grasa.
Kung imposibleng i-mechanize ang pagtula, ang cable ay tinanggal mula sa drum at inilagay sa trench sa pamamagitan ng kamay. Ang mga manggagawa ay dapat nasa isang gilid ng cable at ilagay ito sa mga utos ng work manager. Posibleng gumulong ng mga drum at gumulong ng cable sa mga guwantes lamang.
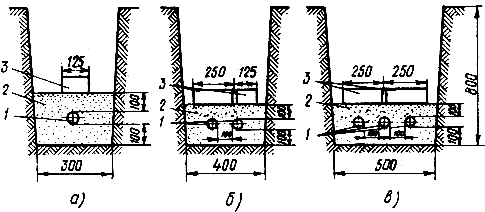
Fig.3. Gasket isa ( a), dalawa (b) at tatlong (c) na mga kable sa mga trench na natatakpan ng mga brick:
1 - cable, 2 - isang layer ng mababaw na lupa, 3 - ladrilyo
Kapag lumiligid, kinakailangan upang subaybayan ang baluktot na radius ng cable at ang bilis ng paggalaw, kung saan inilalagay nila ang isang tagamasid sa drum at ayusin ang isang preno na kumokontrol sa bilis ng pag-ikot ng drum.
Ang pagkakaroon ng tapos na rolling, ang cable ay inalis mula sa rollers at inilatag sa isang trench na may tinatawag na normal na slack ("ahas"), na compensates para sa kahabaan kapag ang cable ay pinainit. Sa mga lugar ng pag-install ng mga coupling, ang isang margin ay naiwan sa anyo ng mga half-loop.
Pagkatapos nito, ang isang executive drawing ng ruta ay iginuhit na may reference sa mga permanenteng landmark, ang cable ay iwiwisik ng isang layer ng malambot na lupa na 10 cm ang kapal at protektado mula sa mekanikal na pinsala. Ang mga cable 6-10 at 20-35 kV ay sarado kasama ang buong haba ng ruta, ayon sa pagkakabanggit, na may pulang brick ng grade 100-150 at reinforced concrete slab, at hanggang sa 1 kV - na may brick lamang sa mga lugar ng madalas na paghuhukay.
Sa isang cable sa isang trench (Larawan 3, a), ang mga brick 3 ay inilalagay sa isang hilera kasama ang ruta sa ibabaw ng isang layer ng malambot na lupa. Upang protektahan ang dalawang cable, kailangan ang dalawang hanay ng mga brick: isa - kasama, at ang isa pa - sa buong ruta (Larawan 3, b). Tatlong kable ay protektado ng dalawang hanay ng mga brick na matatagpuan sa kabila ng ruta (Larawan 3, c).
Pinapayagan na maglagay ng mga cable hanggang sa 20 kV nang walang proteksyon. Sa kasong ito, ang lalim ng kanilang pagtula ay dapat na nasa loob ng 1-1.2 m.
Sa halip na protektahan ang cable, kung minsan ang isang babala na maliwanag na plastic tape ay inilalagay sa ruta sa lalim na 0.5-0.6 m.
Sa ibabaw ng mga brick o slab, ang isang trench na may cable ay natatakpan ng hinukay na lupa, na inilalagay sa mga layer na hindi hihigit sa 20 cm ang kapal, maingat na siksik at ramming sa bawat layer. Kung ang hinukay na lupa ay naglalaman ng basura sa pagtatayo, slag, bato, gumamit ng imported na lupa o buhangin. AT panahon ng taglamig ang trench ay dapat na sakop ng lasaw na lupa.
Ang trench ay sa wakas ay napantayan at ang track ay nililinis gamit ang isang buldoser.
Paglalagay ng mga kable sa mga bloke, tubo at istruktura
Ang paglalagay ng mga kable sa mga bloke at tubo ay nagsisimula sa pagsuri sa lalim, tuwid, kalinisan at pagpaparaya ng mga channel at tubo. Ang lalim ng mga bloke ay dapat na tumutugma sa proyekto, ang diameter ng mga butas sa reinforced concrete blocks ay dapat na hindi bababa sa 90, at ang diameter ng mga tubo ay dapat na hindi bababa sa 50 mm na may haba ng pipe sewerage na hanggang 5 m at hindi bababa sa 100 mm na may mas mahabang haba. Bilang isang patakaran, ang diameter ng mga tubo ay dapat na nasa loob ng 1.5-2 ng mga panlabas na diameter ng cable. Ang pinakamababang sukat ng cable well hatches at ang slope ng cable blocks upang matiyak na ang daloy ng tubig ay na-standardize din.
Ang partikular na atensyon ay binabayaran sa mga inspeksyon ng mga balon at pagsuri sa kawalan ng mga paputok at nakakalason na gas sa mga ito. Ang mga inspeksyon ay isinasagawa ng isang pangkat ng dalawang electrician sa ilalim ng pangangasiwa ng work manager para sa mga permit sa trabaho ng operating organization. Kasabay nito, ang isa sa mga manggagawa ay nakatali sa isang lubid at bumababa sa balon, at ang pangalawa ay sinigurado siya mula sa labas sa bukas na hatch. Upang maiwasan ang mga pagsabog, hindi pinapayagan ang manigarilyo, magsindi ng posporo at gumamit ng bukas na apoy sa mga balon.
Ang tuwid ng pagtula ng mga bloke at tubo ay sinuri gamit ang isang electric lamp o iba pang ilaw na pinagmumulan, at ang kalinisan at pagpapaubaya ay sinuri gamit ang isang control cylinder na may mga bakal na ruff, ang diameter nito ay dapat tumutugma sa panloob na diameter ng mga butas ng mga bloke. at mga tubo. Preliminarily, ang bakal na wire ay hinila sa mga channel at sa tulong nito ang isang auxiliary rope ay hinila sa mga tubo, hanggang sa dulo kung saan ang isang control cylinder at isang traction rope ay nakakabit para sa pagtula ng cable. Minsan ang kawad ay hinila sa mga channel sa panahon ng pagtatayo ng mga cable duct. Sa haba ng tubo na hanggang 50 m, ang wire ay dumaan sa mga channel nang manu-mano, at may mas mahaba - na may espesyal na pneumatic device.
Ang pagtula ng mga cable sa mga bloke ay isinasagawa pangunahin sa isang mekanisadong paraan, halili na pinipigilan ang mga ito sa mga butas ng mga bloke sa lugar sa pagitan ng dalawang katabing balon. Posible rin ito sa pamamagitan ng cable laying sa ilang mga balon na walang hiwa. Gayunpaman, ang mga puwersa ng makunat sa kasong ito ay hindi dapat lumampas sa maximum na pinapayagan. Pagkatapos ng dulo ng broach, ang isang reserba (slack) ng cable ay dapat na nilikha para sa pagtula nito sa mga sumusuporta sa mga istruktura sa mga intermediate na balon.
Bago maglagay ng mga kable sa mga balon 3
(Larawan 4) ang mga roller ng sulok ay naka-install sa kanila 4
at mga nababakas na funnel 5, at ang bakal na lubid 8,
preloaded sa kanal 6
cable block, na nakakabit sa kaluban o mga core. Upang kontrolin ang puwersa ng paghila, isang dynamometer o iba pang control device ay naka-mount sa traction winch. 9.
Ang maximum na pinapayagang makunat na puwersa para sa mga cable ng iba't ibang mga tatak at seksyon ay tinutukoy mula sa mga talahanayan. Upang mabawasan ang makunat na puwersa, ang ibabaw ng cable ay pinahiran ng isang pampadulas (halimbawa, grasa).
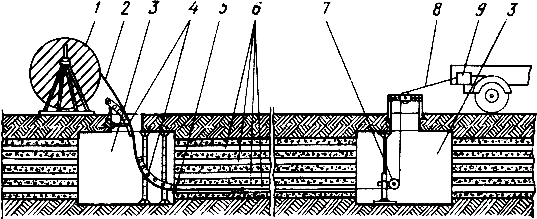
Fig.4. Paglalagay ng cable sa mga bloke:
1 - cable drum, 2 - cable, 3 - manhole, 4 - corner roller, 5 - detachable funnel, 6 - cable block channel, 7 - rope roller, 8 - rope, 9 - pull force control device
Sa panahon ng paghihigpit ng cable, ito ay patuloy na sinusubaybayan para sa pagpasa nito kasama ang mga roller sa mga balon at ang paglabas mula sa drum. Ang pagtula ay isinasagawa sa bilis na 0.6-1 km / h, kung maaari nang walang hinto.
Ang mga coupling na inilagay sa mga balon, pagkatapos ng pag-install, ay sarado na may nababakas na proteksiyon na mga takip ng apoy. Ang mga dulo ng mga tubo at bukana ng mga bloke sa mga pasukan sa mga gusali at istruktura ay tinatakan ng hindi masusunog, madaling masira na materyal.
Ang mga cable ay inilalagay sa mga tubo pangunahin kapag tumatawid sa anumang mga hadlang, halimbawa mga lansangan. Dahil ang haba ng paglipat ng cable ay karaniwang maliit at walang mga balon ng cable, ang cable ay maaaring ilagay sa parehong mekanikal at mano-mano. Ang mga coupling ay inilalagay sa labas ng mga tubo.
Kapag naglalagay ng mga kable kasama ang mga sumusuportang istruktura sa labas at loob ng mga gusali at istruktura, ang mga istante ng cable o mga bracket sa mga tuwid na pahalang na seksyon ay inilalagay sa pagitan ng 0.8-1.0 m. Sa mga punto ng pagliko, ang distansya na ito ay nakasalalay sa masa ng cable at ang pinapayagan nitong baluktot na radius . Sa mga vertical na ruta, ang distansya sa pagitan ng mga bracket ay tinutukoy sa pamamagitan ng pagkalkula at ipinahiwatig sa mga proyekto, at sa kawalan ng naturang mga tagubilin, ito ay ipinapalagay na 1-2 m. Upang dumaan sa mga partisyon, dingding at interfloor na kisame, mga nozzle mula sa asbestos -semento at iba pang hindi masusunog na tubo ay naka-install. Ang mga istruktura ng suportang metal at mga proteksiyon na patong, pati na rin ang mga bakal na tubo, ay pinagbabatayan.
Ang pagtula ng cable sa mga istruktura ay isinasagawa sa parehong mekanikal at manu-mano. Ang mga mabibigat na kable na may malaking haba ay inilalagay gamit ang isang winch. Ang cable drum ay naka-mount sa mga jacks at inilunsad gamit ang isang winch kasama ang mga linear at angular roller na naayos sa mga istruktura. Ang mga magaan na maiikling cable ay binubuksan sa pamamagitan ng kamay, at pagkatapos ay inililipat at inilalagay sa mga istruktura. Pagkatapos ng pagtula, ang mga cable ay mahigpit na naayos: sa mga pahalang na seksyon - sa mga dulo ng punto, sa mga anggulo ng pag-ikot, sa magkabilang panig ng mga compensator at sa pagkonekta at dulo ng mga manggas, at sa mga vertical na seksyon - sa mga lugar na tinutukoy ng pagkalkula . Sa pagitan ng mga istruktura ng suportang metal at mga hindi nakasuot na kable sa isang tingga o aluminyo na kaluban, ang mga nababanat na gasket na gawa sa hindi nasusunog na materyal (halimbawa, asbestos, polyvinyl chloride) na may kapal na hindi bababa sa 2 mm ay inilalagay, at inilalagay ang isang anti-corrosion coating. sa metal na baluti ng mga kable.
Ang mga tubo ng sanga at mga bakanteng para sa pagpasa ng mga cable sa pamamagitan ng mga dingding ay tinatakan ng hindi masusunog, madaling masira na materyal. Sa kasong ito, ang mga cable ay paunang nakabalot sa isang tape ng hindi masusunog na materyal. Ang mga coupling ay protektado ng mga casing at bukod pa rito ay pinaghihiwalay mula sa itaas at ibabang hanay ng mga cable sa pamamagitan ng mga partisyon ng asbestos-semento.
Sa loob ng lugar ng produksyon, pinapayagang maglagay ng mga kable na nakabaluti (nang walang nasusunog na panlabas na takip) at hindi nakasuot ng mga kable (na may hindi nasusunog na kaluban). mekanikal na pinsala sa pamamagitan ng mga anggulo ng bakal, casing o tubo sa taas na m.
Kapag naglalagay ng mga cable na may boltahe hanggang 1 kV sa hindi nakaplaster mga dingding na gawa sa kahoy at iba pang mga ibabaw na gawa sa mga nasusunog na materyales, ang mga remote na bracket ay naka-install upang ang clearance sa pagitan ng cable at ng pader ay hindi bababa sa 50 mm.
Ang paglalagay ng mga kable sa mga trays at overpass ay hindi naiiba sa kanilang pagtula sa mga sumusuportang istruktura.
Sa mga tulay na may mabigat na trapiko, ang mga cable ay inilalagay sa isang aluminyo na kaluban, na may mas mataas na pagtutol sa mga vibrations. Sa metal at reinforced concrete bridges, ang mga cable ay inilalagay sa asbestos-cement pipe, at sa mga kahoy - sa metal pipe; habang ang distansya sa pagitan metal na tubo at ang mga istraktura ng tulay ay dapat na 50 mm. Ang pagtula ng mga cable sa mga tulay ay katulad ng pagtula sa kanila sa mga tubo, tanging sa mga punto ng paglipat sa pamamagitan ng mga expansion joint ng mga tulay kinakailangan upang ayusin ang mga expansion joint sa anyo ng isang cable half-loop.
Paglalagay ng kable sa ilalim ng mga espesyal na kondisyon
Ang pagtula ng mga cable sa mababang temperatura ay nangangailangan ng pagbuo ng mga trench sa mga frozen na lupa, kung saan ginagamit nila ang mga ETTs-165 na trencher na nilagyan ng isang espesyal na gumaganang katawan (bar), o dalawang-bar na sinusubaybayan na BR machine. Ang mga nagyelo na lupa ay niluluwag gamit ang pneumatic jackhammers. Bukod sa, iba't ibang paraan magpainit ng lupa.
Sa taglamig, ang pagtula ay karaniwang ginagawa sa pamamagitan ng preheating ng cable. Depende sa uri ng pagkakabukod at proteksiyon na takip ng mga cable, ang paglilimita sa mga negatibong temperatura ay itinatag kung saan posible na i-unwind ang mga ito nang walang pag-init. Kaya, ang mga cable hanggang sa 35 kV na may pagkakabukod ng papel ay maaaring mailagay nang walang pag-init, kung ang temperatura ng hangin sa araw bago ang pagtula ay hindi mas mababa sa 0°C. Para sa mga cable na may pagkakabukod ng goma at isang proteksiyon na takip, ang temperatura na ito ay hindi dapat mas mababa sa -7 ° C, na may plastic insulation at sheath - hindi mas mababa sa -20 ° C. Ang mga panandaliang pagbaba sa temperatura sa loob ng 2-3 oras (mga frost sa gabi) ay hindi isinasaalang-alang.
Painitin ang mga cable sa maraming paraan. Kapag nagpainit gamit ang kasalukuyang, ginagamit ang mga espesyal na step-down na transformer na TSPC o mga conventional welding. Ang drum ay preliminarily insulated na may felt-tarpaulin hood, ang mga dulo ng cable ay pinutol at ang mga core sa isa sa mga ito ay konektado sa isa't isa (short-circuited) at sa kabilang banda ay konektado sila sa mga output terminal ng transpormer. .
Ang temperatura ng mga panlabas na pagliko ng cable ay kinokontrol ng isang thermometer, at ang kasalukuyang ay kinokontrol ng kasalukuyang mga clamp. Pinakamataas tinatanggap na kasalukuyang tinutukoy mula sa mga talahanayan at inayos sa pamamagitan ng muling pagsasaayos ng mga plato sa mga terminal pangalawang paikot-ikot transpormer. Ang oras ng pag-init ay nakasalalay sa temperatura ng hangin, seksyon ng cable at kasalukuyang at umaabot mula 1 hanggang 3 oras. pangunahing paikot-ikot ang transpormer ay dapat na hindi hihigit sa 250 V na may kaugnayan sa lupa. Metal sheaths at armor ng mga cable at housings ng mga transformer at mga welding machine naka-ground nang ligtas.
Sa kawalan ng mga pinagmumulan ng suplay ng kuryente, ang mga kable sa mga drum ay pinainit ng mga heat blower na may mga internal combustion engine.
Pagkatapos ng pag-init, ang cable ay dapat na igulong at ilagay sa isang trench sa lalong madaling panahon (hindi hihigit sa 1 oras, 40 at 30 minuto, ayon sa pagkakabanggit, sa mga temperatura mula 0 hanggang -10 ° C, mula -10 hanggang -20 °. C at -20 ° C at sa ibaba).
Ang pagtula ng mga cable sa mga kondisyon ng permafrost ay limitado sa pamamagitan ng panganib ng pinsala dahil sa mga pagpapapangit ng lupa (paghukay, pag-ulan, frost crack, thermokarst phenomena, atbp.). Bilang karagdagan, sa panahon ng operasyon, ang mga cable mismo ay nagiging mapagkukunan ng init, na humahantong sa isang paglabag thermal rehimen Nagyeyelong lupa. Samakatuwid, ang paglalagay ng mga cable sa ibabaw ng lupa kasama ang iba't ibang mga sumusuportang istruktura ay mas maaasahan: ang mga dingding ng mga gusali, istruktura at mga insulated na kahon para sa pagtula ng mga network ng pag-init, supply ng tubig at alkantarilya; sa ilalim ng mga pedestrian deck; overpass o sa mga espesyal na reinforced concrete tray.
Kung hindi posible ang pagtula sa itaas ng lupa, ang mga kable ay inilalagay sa isang trench na hinukay sa permafrost na lupa (Larawan 5). Upang madagdagan ang pagiging maaasahan ng linya, inirerekumenda na gumamit ng mga cable na may wire armor. Ang lalim ng trench ay dapat na 15-20 cm sa ibaba ng antas ng layer na napapailalim sa pana-panahong pagyeyelo at lasaw, ngunit hindi bababa sa 0.9 m. h na depende sa kapal ng layer. Ang lupa para sa embankment ay kinuha mula sa mga lugar na malayo mula sa trench sa layo na hindi bababa sa 5 m.Kapag i-backfilling ang trench, ang lupa ay maingat na durog at siksik. Ang mga board ay ginagamit upang protektahan ang mga cable mula sa mekanikal na pinsala. Sa mga intersection na may mga istraktura, ang mga cable ay natatakpan ng mga bakal na sheet o reinforced concrete slab. Ang mga tubo sa mga tawiran ay maaari lamang gamitin sa mahusay na pagpapatuyo ng mga lupa; ang slope ay dapat na hindi bababa sa 5%.
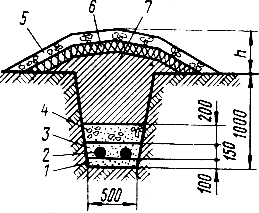
Fig.5. Paglalagay ng cable sa permafrost:
1, 3
- buhangin, 2
- cable, 4
- graba o durog na bato, 5
- drainage soil, 6 - pit, 7 - lokal na lupa
Kapag naglalagay ng mga cable sa mga overhead line support o mga dingding ng mga gusali, pinoprotektahan sila ng anggulong bakal o mga espesyal na kahon.
Ang pag-roll at pagtula ng mga cable sa permafrost soils ay isinasagawa sa parehong paraan, gamit ang parehong mga mekanismo at aparato tulad ng sa mga normal na kondisyon. Gayunpaman, dapat silang ilagay na may margin na nadagdagan ng 3-4% ang haba (nadagdagang "ahas") upang mabawasan ang posibilidad ng pinsala sa panahon ng paggalaw ng lupa.
Kapag naglalagay ng mga kable sa ilalim ng tubig (kapag tumatawid sa mga ilog, mga kanal at iba pang mga hadlang sa tubig), sila ay inililibing ng hindi bababa sa 1 m sa ilalim. Sa labasan mula sa tubig, ang mga kable ay inilalagay sa mga tubo. Sa bawat bangko, isang reserba ng cable na may haba na hindi bababa sa 10 m (half-loop) ay nilikha. Kapag naglalagay ng ilang mga cable nang magkatulad, ang distansya sa pagitan ng mga ito ay dapat na hindi bababa sa 0.25 m. Ang pagtawid ng mga linya ng cable sa ilalim ng tubig ay hindi pinapayagan.
Para sa pagtula sa ilalim ng tubig na walang mga tubo, ginagamit ang mga lead-sheathed cable na may wire armor at isang panlabas na proteksiyon na anti-corrosion coating. Kapag tumatawid sa maliliit, di-na-navigable at di-alloyable na mga ilog, pinapayagang gumamit ng mga cable na may tape armor.
Ang mekanikal na pagtula ng mga kable sa pamamagitan ng mga katawan ng tubig ay maaaring isagawa gamit ang dalawang winch na naka-install sa magkabilang mga bangko, mula sa isang barge, hinila ng isang winch, o self-propelled, mula sa isang self-propelled na sisidlan, pati na rin mula sa yelo, ang kapal nito. dapat na hindi bababa sa 25-30 cm. Ang bilis ng pagtula sa lahat ng kaso ay dapat na hindi hihigit sa 12m/min. Sa mababang temperatura, ang mga cable ay pinainit bago ilagay.
Ang paglalagay ng mga AAS cable ay pinapayagan lamang sa mga simpleng ruta na may pinakamababang bilang ng mga pagliko at paglipat, dahil ang PVC hose sheath ay medyo mababa ang mekanikal na lakas at madaling masira sa panahon ng pag-install, na humahantong sa pinabilis na kaagnasan ng aluminyo na kaluban at pagkasira ng pagkakabukod.
Ang pagtula ng mga kable na ito sa mga tubo ay pinapayagan lamang sa mga tuwid na seksyon ng ruta na hindi hihigit sa 40 m ang haba at sa mga pasukan sa mga gusali at istruktura. Para sa bawat linya ng cable, hindi hihigit sa tatlong mga paglipat sa mga tubo na may kabuuang haba na hindi hihigit sa 40 m ang pinapayagan, ang haba ng isang paglipat ay hindi dapat lumampas sa 20 m. Ang panloob na diameter ng mga tubo ay pinili upang ito ay hindi bababa sa dalawang panlabas na diameter ng cable.
Ang pagtula ay inirerekomenda na gawin nang wala sa loob. Upang maprotektahan ang PVC hose mula sa mekanikal na pinsala (mga seizure, punctures, break), hindi dapat pahintulutan ang cable na hawakan ang ibabaw ng lupa, sahig, dingding at mga istraktura. Bago ilagay ang ruta, ang ruta ay maingat na inihanda: ang lupa para sa unan at cable powder ay nililinis ng pinong graba, basag na salamin, atbp.; ang mga matutulis na sulok, mga gilid at mga protrusions ng lahat ng sumusuporta sa mga istruktura ng cable ay bilugan; sa mga lugar kung saan ang cable ay dumadaan sa mga dingding at partisyon, ang mga piraso ng mga plastik na tubo ay naka-install.
Bago mag-ipon sa mababang temperatura, ang cable ay dapat magpainit. Hindi pinapayagang maglatag (at mag-rewind) ng mga kable sa temperaturang mababa sa -20 at mas mataas sa +30°C.
Pagkatapos ilagay ang cable, ang PVC hose ay maingat na siniyasat at kinukumpuni gamit ang PS-1 gas-air o welding gun, hinang ang maliliit na butas, butas at shell na may daloy ng mainit na hangin. Bilang isang additive, ginagamit ang isang polyvinyl chloride rod. Para sa malalaking gaps, ang mga patch o split cuff na gawa sa polyvinyl chloride tubes ay hinangin.
Pangunahing impormasyon tungkol sa pagkonekta at pagwawakas ng mga cable
Ikonekta ang mga dulo ng mga cable sa isa't isa at ilakip ang mga ito sa mga input ng mga electrical receiver na may mga glandula ng cable. Depende sa layunin ng pagkabit, nahahati ito sa pagkonekta (C), sangay (O), paghinto (St) at pagtatapos (K). Sa turn, ang mga end coupling ay maaaring para sa panlabas at panloob na pag-install (KN at KB), pati na rin ang mast (KM). Ang mga pagwawakas para sa panloob na pag-install ay tinatawag ding mga pagwawakas. Ayon sa uri ng materyal kung saan ginawa ang mga coupling body, nahahati sila sa cast iron (Ch), lead (C), brass (L), epoxy (E), steel (St) at plastic (P). Ang mga sukat ng mga coupling ay nakasalalay sa cross-section ng kasalukuyang nagdadala ng mga conductor at ang operating boltahe ng mga cable.
Ang paggamit ng mga manggas ng cable at mga pagwawakas ay nakasalalay sa mga kondisyon ng kanilang operasyon: lokasyon (sa lupa, sa hangin), temperatura ng kapaligiran, kahalumigmigan, panganib sa sunog ng lugar, ang pagkakaroon ng kemikal aktibong kapaligiran atbp. Ang disenyo ng coupling o pagwawakas ay pinili depende sa partikular na mga kondisyon ng pagpapatakbo alinsunod sa teknikal na dokumentasyon.
I-mount ang mga glandula ng cable sa lugar lamang ng kanilang pag-install, kaya lahat mga kinakailangang materyales ay pinili nang maaga, inilagay sa isang pakete at inihatid sa site ng pag-install bilang isang kumpletong hanay. Tinitiyak ng pamamaraang ito ang pagsunod sa teknolohiya ng pag-install, mataas na kalidad ng trabaho at pagiging maaasahan ng pagkabit.
Kapag nag-mount ng mga coupling, ang mga materyales ay ginagamit ayon sa isang mahigpit na limitadong listahan.
Ang mga komposisyon ng paghahagis ay ginagamit upang punan ang mga panloob na volume ng mga coupling at dagdagan ang kanilang lakas at higpit ng kuryente.
Ang mga coupling na may boltahe hanggang 10 kV ay puno ng bituminous na komposisyon MB-70/60 at MB-90/75, na may temperatura ng paglambot na 60 at 75 ° C, ayon sa pagkakabanggit. Ang komposisyon ng MB-90/75 ay ibinubuhos sa mga coupling na naka-mount sa mga pinainit na silid, at ang mga coupling ng MB-70/60 ay naka-install sa labas, sa lupa at sa mga hindi pinainit na silid sa temperatura na hindi mas mababa sa -10°C. Ang mga coupling na tumatakbo sa mas mababang temperatura (hanggang sa -35°C) ay puno ng frost-resistant MBM na komposisyon, na binubuo ng bitumen na may pagdaragdag ng langis ng transpormer.
Ang kawalan ng mga komposisyon ng bituminous ay ang kanilang pag-urong sa panahon ng paglamig pagkatapos ng pagbuhos at ang pagbuo ng mga voids at mga bitak. Ang komposisyon ng oil-rosin MK-45, na ginagamit upang punan ang mga coupling para sa mga boltahe na 20 at 35 kV, pati na rin ang rosin-furfural frost-resistant na komposisyon na KFM, na idinisenyo para sa mga temperatura hanggang sa -50 ° C, ay nailalarawan sa pamamagitan ng mas kaunting pag-urong.
Para sa paghuhugas (pagpapaso) ng mga junction o pagwawakas ng mga core, pati na rin para sa pagpapakain ng pagkakabukod ng papel, ginagamit ang MP-1 scalding mass, na malapit sa mga katangian nito sa impregnating na komposisyon para sa cable paper.
Ang mga roller at roll ay ginagamit upang i-insulate ang mga junction ng mga core ng mga cable na may pagkakabukod ng papel. Ang mga ito ay ginawa mula sa cable paper na may lapad na 5 hanggang 50 mm (roller) at mula 50 hanggang 300 mm (roll), tuyo sa isang vacuum, pinapagbinhi ng isang oil-rosin composition at inilagay sa mga lata, na ibinubuhos ng nakakapaso na tambalan at tinatakan. Ang bawat lata ay puno ng isang karaniwang hanay ng mga roller at roll, na kinakailangan para sa pag-install ng mga coupling ng isang tiyak na uri. Ang mga numero ng mga set at ang kanilang layunin ay ipinahiwatig sa bangko.
Ang mga insulating tape ay ginagamit hindi lamang upang mapahusay ang lakas ng kuryente ng pagkakabukod ng cable, kundi pati na rin upang matiyak, sa ilalim ng ilang mga kundisyon, ang higpit at mekanikal na lakas ng mga manggas ng cable at mga pagwawakas.
Depende sa uri ng mga coupling, cotton (taffeta o taffeta) tape, sticky rubberized, polyvinyl chloride PVC (sticky o non-sticky) ng iba't ibang kapal, glass tape, oil-resistant varnished cloth at rubber tape ay ginagamit.
Ginagamit din ang resin tape upang i-seal ang mga kable sa leeg ng pagkonekta ng mga cast-iron coupling at end funnel. Kapag ang paghihinang at hinang na mga core, ang mga asbestos tape ay ginagamit upang protektahan ang pagkakabukod mula sa bukas na apoy.
Bilang isang patakaran, ang mga mite ay binibigyan ng sugat sa mga bilog ng iba't ibang mga diameter.
Ang mga barnis at enamel ay ginagamit upang protektahan ang mga bahagi ng metal ng mga coupling mula sa kaagnasan, pati na rin ang mga insulating at adhesive compound (kapag nag-i-install ng mga end fitting). Ang mga barnis ay mga solusyon ng mga sangkap na bumubuo ng pelikula (resin, bitumen, atbp.) Sa pabagu-bago ng isip na solvents (xylene, white spirit, acetone, atbp.). Upang makakuha ng mga enamel, ang mga tina ay idinagdag sa barnisan (pulang bakal, sink at titan puti, atbp.).
Para sa anti-corrosion coating ng mga coupling body, pati na rin ang cast iron at steel casings, ginagamit ang BT-577 bituminous varnish, GF-92XS glyptal enamel at KhV-124 perchlorovinyl enamel.
Kapag nag-mount ng mga end fitting, pangunahing barnisan ang GF-95, mga coating at filling compound batay sa dichloroethane (para sa pag-embed mula sa PVC tape) at enamel GF-92HS (para sa pag-embed at dulo ng mga manggas na gawa sa epoxy compound) ay ginagamit.
Ang mga solder at flux ay ginagamit para sa pag-tinning ng mga joints at pagwawakas ng mga core, pati na rin para sa paghihinang ng mga shell at ground wire. Ayon sa temperatura ng pagkatunaw, ang mga solder ay karaniwang nahahati sa malambot (hanggang 400°C) at matigas (400°C pataas). Para sa mga tinning na aluminum core at cable sheath at ang kanilang paghihinang, ginagamit ang aluminum solder A. Kapag ang tanso ay nakakonekta sa aluminum, ginagamit ang zinc-tin solder na TsO-12 na may mataas na zinc content. Paghihinang ng mga konduktor ng tanso at paghihinang mga wire na tanso ang pag-ground sa steel armor at lead sheath ay ginagawa gamit ang mga tin-lead solders na POS40 o POSSU30, POSSU40 (kasama ang antimony).
Ang mga flux ay nag-aambag sa isang pare-pareho at malakas na koneksyon ng panghinang sa base metal. Ang paghihinang taba, na binubuo ng rosin, stearic acid, zinc chloride at iba pang mga bahagi, pati na rin ang teknikal na stearin at pine rosin, ay kadalasang ginagamit bilang mga flux kapag naghihinang ng mga konduktor ng tanso, mga manggas ng tingga at mga wire sa lupa.
Ang mga epoxy compound na ginagamit para sa pagbuhos ng mga manggas at seal ay nakuha sa pamamagitan ng paghahalo ng iba't ibang mga epoxy resin sa iba pang mga bahagi (plasticizer, filler at solvent). Ang mga compound na ito ay isang makapal na pasty mass, na nagiging solid state, na bumubuo ng mga monolitikong produkto na may bahagyang pag-urong. Mayroon silang mahusay na pagdirikit sa metal, mataas na elektrikal at mekanikal na lakas, paglaban sa tubig at paglaban sa langis.
Bago gamitin, ang tambalan ay lubusang pinaghalo at isang hardener ay idinagdag, pagkatapos nito, depende sa temperatura ng kapaligiran, ito ay angkop para sa paggamit sa loob ng 0.5-3 na oras. Isa sa mga disadvantages ng mga compound ay ang kanilang normal na polymerization ay nangangailangan ng temperatura na sa hindi bababa sa +5 ° C. Sa mas mababang temperatura, kinakailangang ayusin ang panlabas na pagpainit ng manggas na ibubuhos hanggang 20-25°C sa loob ng ilang oras.
Ang mga epoxy compound na K-176, K-115 at UP-5-199 ay ginagamit para sa pag-install ng mga coupling at pagwawakas na may boltahe hanggang 35 kV. Pinapayagan na gamitin ang E-2200 compound na ginawa ng kumpanya ng Czechoslovak na Hemapol. Ang mga compound ay ibinibigay na handa nang gamitin sa hermetically sealed na mga lata at kadalasang kasama sa mga karaniwang kit para sa mga mounting couplings.
Bilang karagdagan, kapag nag-mount ng mga coupling, thermite cartridge, connecting sleeves, cable lugs, tanso nababaluktot na kawad, teknikal na vaseline, paraffin, asbestos cord at iba pang mga pantulong na materyales at produkto.
Pagwawakas ng cable
Ang koneksyon at pagwawakas ng mga cable sa mga coupling ng anumang disenyo ay nagsisimula sa pagputol ng kanilang mga dulo, na binubuo sa sunud-sunod na pag-alis ng mga takip ng pabrika sa mga yugto. Ang haba ng buong hiwa at mga indibidwal na hakbang ay tinutukoy ng disenyo ng pagkabit, ang cross section at boltahe ng mga cable:
Bago pa man, ang mga dulo ng mga cable na konektado ay maingat na itinuwid at magkakapatong, at kapag ini-install ang mga pagwawakas at pagwawakas, sila ay inilalagay sa lugar ng kanilang pag-install, na sinusunod ang pinahihintulutang baluktot na radii. Ang mga dulo ng cable ay maingat na siniyasat, ang integridad ng selyadong kaluban ay nasuri, at pagkatapos ay isang piraso ng cable ay pinutol ng hindi bababa sa 150 mm ang haba at ang pagkakabukod ng papel ay nasuri para sa kahalumigmigan.
Upang gawin ito, ang tagapuno at mga teyp ng papel na katabi ng core at ang kaluban ay tinanggal at inilubog sa paraffin na pinainit hanggang 150 ° C. Ang pagkakaroon ng kahalumigmigan ay natutukoy sa pamamagitan ng bahagyang pagkaluskos at pagbubula sa mga teyp. Sa basang pagkakabukod, isang piraso na 1 m ang haba ay pinutol mula sa pagsubok na dulo ng cable at ang pagsubok ay paulit-ulit. Ang operasyon ay paulit-ulit hanggang ang tseke ay nagpapakita ng kumpletong kawalan ng kahalumigmigan. Ang mga basang dulo ng cable ay hindi dapat ikonekta o wakasan.
Ang pagputol ng cable ay nagsisimula sa pag-alis ng panlabas na takip (Larawan 6), kung saan sa lugar ng hiwa ito ay nasa malayo PERO ilagay sa isang wire bandage. Pagkatapos ang panlabas na takip ay tinanggal mula sa dulo ng cable hanggang sa bendahe, baluktot at ginamit sa ibang pagkakataon upang protektahan ang baluti at aluminyo na kaluban mula sa kaagnasan. Ang pangalawang wire bandage ay inilapat sa armor sa malayo B mula sa una, gupitin ang baluti sa gilid ng bendahe upang hindi makapinsala sa tingga (aluminyo) na kaluban ng cable, at alisin ito.
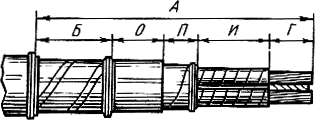
Fig.6. Pagputol sa dulo ng isang three-core cable na may pagkakabukod ng papel
Susunod, putulin ang panloob na unan at alisin ang mga layer ng proteksiyon na papel mula sa metal na kaluban, paunang bahagyang pinainit ang mga ito gamit ang isang blowtorch, at linisin ang ibabaw ng aluminyo (lead) na kaluban ng cable na may basahan na babad sa gasolina.
Ang lead (aluminum) na kaluban ay tinanggal pagkatapos ng paunang pagmamarka at paglalapat ng dalawang annular at dalawang longitudinal cut. Ang unang annular incision ay ginawa sa malayo O mula sa hiwa ng baluti, ang pangalawa - sa layo P mula sa una. Ang mga longitudinal cut ay ginawa mula sa pangalawang annular cut hanggang sa dulo ng cable sa layo na 10 mm mula sa isa't isa. Ang sheath strip sa pagitan ng mga longitudinal cut ay hinawakan ng mga pliers at inalis, pagkatapos ay ang natitirang bahagi ng kaluban ay tinanggal. Ang annular (safety) belt sa lead (aluminum) sheath ay inalis kaagad bago ang pagwawakas ng dulo sa coupling.
Pagkatapos alisin ang shell, ang pagkakabukod ng sinturon ay tinanggal, pati na rin ang tagapuno. Ang pagkakabukod ay natanggal sa magkahiwalay na mga mite, na naputol sa kaliwang annular belt sa lead (aluminum) na kaluban. Pagkatapos ang mga cable core ay hinila at maayos na baluktot gamit ang isang espesyal na template. Sa kawalan ng isang template, ang mga core ay manu-manong baluktot, na pumipigil sa mga bali at pinsala sa pagkakabukod ng papel. Tinatapos ang pagputol, sukatin ang distansya AT, magpataw ng bendahe ng malupit na mga thread at alisin ang mga tape ng papel ng pagkakabukod ng phase sa seksyon G, ang haba nito ay depende sa paraan ng pagkonekta o pagwawakas ng mga core.
Ang pamamaraan para sa pagputol ng mga cable na may plastic insulation ay kapareho ng sa papel. Ang panlabas na takip ng jute o PVC hose, aluminyo na kaluban (o baluti at unan sa ilalim ng baluti - para sa mga cable na may mga proteksiyon na takip), hose, screen, semi-conductive coatings at core insulation ay sunud-sunod na inalis mula sa cable, ang mga core ay pinalaki at baluktot. gamit ang mga template o mano-mano. Ang mga karagdagang operasyon ay binubuo sa pagkonekta o pagwawakas ng mga core, pagpapanumbalik ng pagkakabukod at pag-sealing ng junction (pagwawakas). Ginagawa ang mga ito ayon sa teknolohiyang itinatag para sa bawat uri ng pagkabit.
Pagkonekta ng mga cable
Ikonekta ang mga cable gamit ang cast iron, lead at epoxy splice, gayundin ang mga splice na may self-adhesive tape at heat shrink tube.
Ang mga cast iron coupling na SCh at SChm (maliit na laki) ay ginagamit upang ikonekta ang tatlo at apat na core na mga kable hanggang 1 kV na may pagkakabukod ng papel at plastik. Ang mga conductive wire na konektado at insulated sa angkop na paraan ay inilalagay sa coupling body (Larawan 7). Ang mga core ay naayos sa isang tiyak na distansya mula sa bawat isa at mula sa katawan gamit ang mga spacer ng porselana. 4
o insulating winding (sa mga maliliit na laki). Ang panloob na lukab ng katawan, kasama ang mga konektadong core, ay puno ng MB-70/60 o MB-90/75 bituminous compound. Ang pangunahing kawalan ng cast-iron couplings ay ang kanilang hindi kumpletong higpit, ang posibilidad ng kahalumigmigan na tumagos sa mga core ng cable sa pamamagitan ng mga voids at mga bitak sa bituminous na komposisyon, pati na rin sa kahabaan ng cable sa pagitan ng armor at lead sheath.
Ang mga cast iron coupling ay naka-mount sa sequence na ito. Matapos putulin ang mga dulo ng mga cable, ang mga conductive core ay maingat na pinalaki, baluktot at ipinasok sa mga butas ng mga spacer plate o ikinabit sa kanila ng mga bendahe na gawa sa taffeta o keeper tape, na hinangin sa MP-1 scalding compound. Ang mga spacer ay naka-install sa insulated na bahagi ng mga core, isa sa bawat gilid ng junction. Ang mga dulo ng conductive wire ay ipinasok sa mga manggas 13
at kumonekta sa pamamagitan ng crimping o paghihinang, pagkatapos kung saan ang lead (aluminum) na kaluban ay tinanggal sa pagitan ng mga annular cut at ang pagkakabukod ng sinturon ay nakatali sa cut point na may isang malupit na sinulid. Pagkatapos ay isang dulo ng ground conductor 8
soldered sa kaluban at baluti ng mga cable, at ang isa ay naka-attach sa isang tip 10
sa clutch housing.
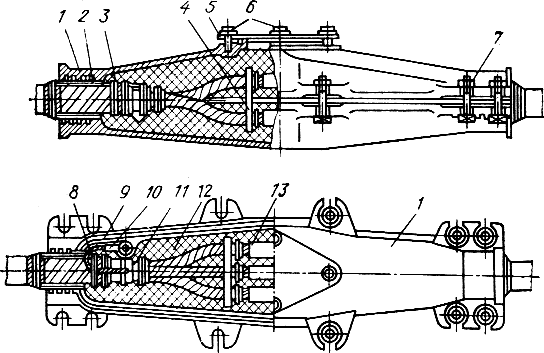
Fig.7. Pig-iron coupling MF para sa isang three-core cable na may boltahe hanggang 1 kV:
1, 9 - upper at lower coupling halves, 2 - resin tape winding, 3 - P wire bandage, 4 - porselana spacer, 5, 6 - takip at bolts nito, 7 - tightening bolt, 8 - ground wire, 10 - tip, 11 - cable, 12 - bituminous komposisyon, 13 - pagkonekta manggas
Ang mga nakakonektang core ay inilalagay sa lower half-coupling 9 at i-seal ang mga exit point ng mga cable mula sa mga leeg gamit ang isang layer ng resin tape 2. Matapos suriin ang tamang pag-aayos ng mga core, ang upper coupling kalahati 1 na may sealing gasket ay inilapat sa mas mababang isa at tightened sa bolts. Pagkatapos ang pagkabit ay ibinubuhos, sa tatlo o apat na hakbang, na may pinainit na bituminous na komposisyon 12 (pre-heating ang kaso sa 60-70 ° C na may isang blowtorch). Pagkatapos ng paglamig ng pagkabit, ang butas ng pagpuno ay sarado na may takip. 5, pag-aayos nito gamit ang mga bolts 6. Upang madagdagan ang higpit ng pagkabit, ang mga joints, necks, bolts at cover ay ibinubuhos na may mainit na bituminous na komposisyon. Kapag naka-install na bukas, ang pagkabit ay pinahiran sa labas ng itim na aspalto na barnisan.
Ang pagkabit ay minarkahan ng mga plastic na tag, na nakakabit sa galvanized steel wire at nakabalot ng dalawa o tatlong layer ng tarred mite.
Pagkatapos ng "pagbubuklod" ng mga coupling sa mga permanenteng landmark (pagguhit ng mga lokasyon sa pagguhit) at paglalagay ng mga compensator sa anyo ng mga kalahating singsing ng cable sa magkabilang panig, natatakpan sila ng buhangin o malambot na lupa. Kasabay nito, ang lupa ay maingat na kinatok sa ilalim ng mga coupling sa paraang ang paghupa nito, at, dahil dito, ang paglabag sa posisyon ng mga coupling, ay hindi kasama.
Ang mga branch cast-iron couplings OC (T-shaped), OC (U - shaped) at OC (cruciform) ay ginagamit sa mga cable network na may boltahe hanggang 1 kV para sa mga input sa mga mababang gusali. Ang mga disadvantages ng mga coupling na ito ay makabuluhang laki at timbang, pagiging kumplikado ng pagmamanupaktura at pag-install, pati na rin ang maraming mga karaniwang sukat para sa pagsasama-sama ng mga cable ng iba't ibang mga seksyon at tatak.
Ang mga three-core cable na may aluminum sheath na ginamit bilang neutral wire ay konektado sa cast-iron couplings. Kasabay nito, ang mga jumper para sa pagkonekta ng mga shell ay gawa sa mga tansong stranded na wire na may isang cross section ng hindi bababa sa kalahati ng cross-sectional area ng mga phase conductor at inilalagay sa loob ng pagkabit sa mga spacer.
Ang mga manggas ng lead ng CC (Larawan 8) ay ginagamit upang ikonekta ang 6-10 kV na mga cable na may pagkakabukod ng papel. Ang mga coupling na ito ay may mas mataas na higpit at lakas ng kuryente kaysa sa cast iron, ay lubos na maaasahan sa operasyon at malawakang ginagamit sa mga cable network. Minsan ang mga manggas ng lead ay ginagamit upang ikonekta ang mga cable na may plastic insulation.
Frame 3 Ang coupling ay isang lead pipe, na ang mga dulo nito ay baluktot hanggang sa sila ay madikit sa aluminyo o lead sheath ng mga cable na ikokonekta at ibinebenta sa kanila. Ang mga konektado at insulated na core ay ilalagay sa loob ng tubo 10, napuno ng bituminous o oil-rosin filling compound.
Para sa iba't ibang mga cross-section ng mga core at cable voltages, ang mga lead coupling ng anim na karaniwang laki ay ginawa: mula SS-60 hanggang SS-110 (ang mga numero ay nagpapahiwatig ng panlabas na diameter ng pipe sa mm).
Ang pag-install ng isang manggas ng lead ay nagsisimula sa pagputol ng mga dulo ng mga cable at pagsuri sa pagkakabukod para sa kahalumigmigan. Ang lead pipe ay itinutulak sa isa sa mga dulo na lampas sa hiwa. Paunang ituwid ang tubo at punasan ang panloob na ibabaw nito ng tuyo at malinis na tela. Ang mga core ay baluktot, ang layer ng pagkakabukod ay tinanggal nang sunud-sunod mula sa mga dulo at konektado sa pamamagitan ng paghihinang (sa mga manggas 9 o mga hugis) o sa pamamagitan ng hinang.
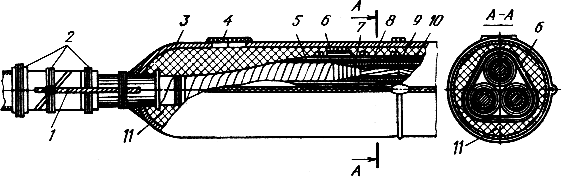
Fig.8. CC lead connector para sa 6-10 kV cables:
1 - grounding conductor, 2 - wire bandage, 3 - lead na katawan 4 - selyadong butas ng pagpuno, 5 - paikot-ikot na mga rolyo,
6 - isang bendahe na gawa sa mga roller na 25 mm ang lapad, 7, 8 - winding roller 10 at 5 mm ang lapad, 9 - pagkonekta manggas, 10 - core, 11 - bituminous compound
Ang mga junction ng mga core ay insulated na may cable rollers 7 at roll 5 at hugasan na may pinainit na scalding komposisyon MP-1. Pagkatapos ang mga ugat ay pinaglapit, ang mga bendahe ay nasugatan sa kanilang paligid 6 mula sa mga roller na 25-50 mm ang lapad, alisin ang mga proteksiyon na sinturon ng mga shell, itulak ang lead pipe sa ibabaw ng kantong at yumuko ang mga gilid nito upang kahit na ang mga hemispheres na walang folds ay nabuo sa magkabilang dulo, mahigpit na katabi ng mga cable shell. Ang katawan ng pagkabit ay maingat na ibinebenta sa magkabilang panig sa mga cable sheath, pinutol ang mga butas sa pagpuno sa itaas na bahagi nito 4 at puno ng heated bituminous o oil rosin composition. Habang ang komposisyon ay lumiliit at lumalamig, ang pagkabit ay na-top up, at pagkatapos ay ang mga butas ay tinatakan. Ang grounding conductor 1 ay ibinebenta sa gitna ng katawan, kaluban at baluti ng mga konektadong cable.
Bago ilagay sa isang cast-iron casing, isang lead sleeve, isang grounding conductor, hubad na mga lugar ng armor at cable sheath ay natatakpan ng isang heated casting compound, at ilang mga layer ng resin tape ay nasugatan sa cable sa magkabilang panig ng manggas. . Ang pagkabit ay inilalagay sa ibabang kalahati ng pambalot upang ang paikot-ikot ay tumutugma sa mga bibig ng pambalot. Pagkatapos ang pagkabit ay sarado sa itaas na kalahati ng pambalot, higpitan ang mga bolts, at dousing ito sa isang heated casting compound.
Ang pag-backfill sa lupa ng isang lead coupling ay isinasagawa sa parehong paraan tulad ng isang cast-iron. Ang mga lead coupling na matatagpuan sa open air (overpass, cable structures) ay protektado ng bakal na casing na may asbestos coating.
Ang mga epoxy coupling ay ginagamit para sa pagkonekta at pagsasanga ng mga cable hanggang sa 10 kV na may papel at plastic na pagkakabukod, na inilatag sa lupa, mga tunnel, mga channel, atbp. Ang mga coupling ay ginawa at ibinibigay sa mga set kasama ang lahat ng kinakailangang materyales.
Ang isang epoxy sleeve ay isang epoxy housing na gawa sa pabrika, sa loob kung saan, sa panahon ng pag-install, ang mga hiwa at konektadong mga core ay inilalagay at pinupuno ng isang epoxy compound. Pagkatapos ng paggamot, inaayos ng tambalan ang mga core sa isang tiyak na distansya at ihiwalay ang mga ito sa isa't isa at mula sa katawan ng pagkabit.
Para sa mga cable hanggang 1 kV na may insulation ng papel, ang mga SES coupling na may naaalis na housing (amag) na gawa sa metal o plastic at SEM na may lead cuffs, isang cylindrical epoxy housing at dalawang conical bushings (para sa pagkonekta ng mga cable na may single-wire solid conductors) ay ginamit. Ang mga kable ng kuryente 6-10 kV na may pagkakabukod ng papel ay konektado sa pamamagitan ng epoxy couplings SEP at SEV, ang mga epoxy case na kung saan ay may transverse at longitudinal connector, ayon sa pagkakabanggit. Upang matiyak ang mga distansya ng pagkakabukod ng elektrikal, ang lahat ng mga coupling ay may tatlo o apat na sinag na spacer na inihagis sa epoxy.
Ang teknolohiya para sa pag-mount ng mga epoxy coupling ng lahat ng uri ay halos pareho. Ang pagputol ng mga dulo at pagkonekta sa mga core ng mga cable sa kanila ay isinasagawa sa parehong paraan tulad ng sa cast iron at lead. Ang mga coupling housing na may transverse split ay preliminarily na inilalagay sa mga dulo ng mga cable. Ang isang grounding conductor na may PVC insulation ay ibinebenta sa armor at sheath ng mga cable na ikokonekta.
Sa panahon ng pagputol, ang mga hakbang ng baluti at mga kaluban ng mga kable ay hinubad at binalot ng dalawang patong ng glass tape, pinahiran ang mga ito ng isang epoxy compound. Ang parehong paikot-ikot ay ginagawa sa mga hubad na bahagi ng mga core. Ang pagkakabukod ng papel ng mga core ay preliminarily degreased na may acetone o gasolina. Ang mga spacer ay naka-install sa mga nakahiwalay na seksyon ng mga core, ang kalahating couplings ng katawan ay inilipat, ang mga entry point ng cable ay tinatakan ng resin tape at ang pagkabit ay puno ng isang epoxy compound.
Alisin ang mga naaalis na plastic o metal na amag pagkatapos ng paglunas ng tambalan (pagkatapos ng humigit-kumulang 12 oras sa temperatura ng paligid na humigit-kumulang 20°C).
Para ikonekta ang mga cable hanggang 1 kV na may plastic insulation, ginagamit ang mga PSsl coupling na may self-adhesive LETSAR leps at heat-shrinkable tubes.
Pagwawakas ng cable
Tapusin ang mga kabit. Ang disenyo ng pagwawakas ay nakasalalay kapwa sa tatak ng cable at sa mga kondisyon ng operating (kahalumigmigan ng hangin, pagkakaroon ng conductive dust, aktibidad ng kemikal ng daluyan). Ang iba't ibang mga kondisyon ay humantong sa maraming hanay ng mga seal: sa mga bakal na funnel, sa tingga, goma at polyethylene (nakakapagpaliit ng init) na guwantes, mula sa PVC at self-adhesive tape, epoxy compound, atbp.
Fig.9. Pagwawakas ng 6-10 kV cable sa isang bakal na funnel:
1 - casting compound, 2 - winding ang mga core na may PVC tape, 3 - porcelain bushings, 4 - cover, 5 - steel funnel, 6 - grounding bracket, 7 - funnel sprinkling half clamp, 8 - paikot-ikot na may resin tape, 9 - ground wire
Ang mga end fitting sa KVB steel funnel (Fig. 9) ay ginagamit para sa pagwawakas ng mga cable na may boltahe hanggang 10 kV sa loob ng tuyo at basa na mga silid. Ang mga ito ay bilog o hugis-itlog na funnel 5 sheet na bakal na may takip 4. Sa loob ng funnel, inilalagay ang mga cut at insulated conductive wire. Upang madagdagan ang lakas ng kuryente, ang mga porselana na bushing ay naka-install sa mga core ng 6-10 kV cable sa punto ng kanilang paglabas mula sa funnel 3.
Ang pag-install ng pagwawakas ng KVB ay nagsisimula sa pagputol ng cable, pagkatapos kung saan ang isang funnel ay ilagay sa dulo nito, ang mga core ay pinalaki, at sila ay insulated na may PVC o lacquer tape. 2, maglagay ng mga porcelain bushings at punan ang funnel ng isang filling (bituminous) compound, pagkatapos paikutin ang isang resin tape sa leeg nito 8. Ang mga tip ay ibinebenta sa mga dulo ng mga ugat, ang funnel ay pinagbabatayan at naayos sa istraktura.
Ang mga pagwawakas sa lead gloves KVS (Larawan 10) ay ginagamit para sa pagwawakas ng tatlong-core na mga kable ng kuryente na may boltahe hanggang 10 kV sa loob ng bahay, gayundin sa mga panlabas na pag-install, sa kondisyon na sila ay ganap na protektado mula sa direktang pag-ulan at alikabok. Glove 3 ay isang lead cap na may tatlong lead finger, na inilalagay sa cut end ng cable. Dati, ang mga core 5 ng cable ay dinagdagan ng barnis na tela na tape at pinahiran ng zapon-glyptal varnish.
Fig.10. Pagwawakas ng Lead Gloved Cable:
1 - mga kable ng kaluban, 2 konduktor sa lupa, 3 - lead glove 4 - casting composition, 5 - cable core wound na may tape,
6, 7 - leveling at surface winding, 8 - twisted twine bandage
Para sa maaasahang sealing, ang ibabang bahagi ng glove ay ibinebenta sa lead (aluminum) sheath ng cable, at ang itaas na bahagi (i.e. mga daliri) ay crimped sa paligid ng mga core sa isang kono. Ang mga lugar kung saan lumalabas ang mga core mula sa mga daliri ng guwantes at ipinasok ang mga ito sa mga tip ay karagdagang balot ng barnisado na tela ng tela at tinatakan ng isang espesyal na paikot-ikot 8 mula sa twisted twine. Pre-soldered o pinindot na mga tip sa mga core. Ang inner cavity ng glove ay puno ng filling compound MB-70/60 o MBM. Ang isang grounding conductor 2 ay ibinebenta sa shell at steel armor.
Hindi tulad ng mga embeddings sa mga bakal na funnel, ang mga embedding sa lead gloves ay maaaring ikabit sa anumang posisyon: patayo - mga daliri pataas o pababa, pahalang o sa anumang iba pang intermediate na posisyon.
Ang mga pagwawakas sa mga guwantes na goma KVR at KVRZ ay idinisenyo para sa pagwawakas ng mga kable ng kuryente na may boltahe na 1 at 6 kV, ayon sa pagkakabanggit, sa loob ng bahay. Upang mai-seal ang mga core, ang mga tubo ay nakadikit sa mga daliri ng guwantes na goma. Sa ibabang bahagi, ang guwantes ay nakadikit sa cable sheath at tinatakan ng clamp. Ang itaas na bahagi ng mga tubo ay nakadikit sa cylindrical na bahagi ng dulo at naka-clamp ng isang clamp o tansong wire. Ang mga cable core ay pre-wound gamit ang anumang electrical insulating tape. Ang mga guwantes at tubo ay gawa sa nairite na goma.
Ang mga end seal na gawa sa self-adhesive na KVSL tape ay naka-mount sa mga cable hanggang sa 10 kV na may pagkakabukod ng papel sa loob ng mga tuyong silid na may pagkakaiba sa antas sa pagitan ng pinakamataas at pinakamababang punto ng ruta ng cable na hindi hihigit sa 10 m. Ang dulo ng cable ay preliminarily straightened at cut, lugs ay naayos sa dulo ng core at soldered sa armor at shell grounding conductor. Pagkatapos, ang isang manipis na layer ng organosilicon varnish ay inilapat sa cylindrical na bahagi ng mga lug at ang cable armor, at dalawang layer ng LETSAR tape ay nasusugatan sa paligid ng mga core, habang pinapanumbalik ang pagkakabukod sa lugar kung saan ang mga lug ay nakakabit. Pagkatapos nito, ang mga sealing cone ay ginawa mula sa LETSAR tape, barnisado, ipinasok sa gitna ng uka at sa pagitan ng mga core, selyadong kasama ang mga core at armor na may sealing winding mula sa LETSAR tape at natatakpan ng isang layer ng malagkit na PVC tape .
Ang mga pagwawakas na gawa sa KVE epoxy compound ay malawakang ginagamit para sa pagwawakas ng mga kable ng kuryente hanggang sa 10 kV sa loob ng lahat ng uri (tuyo, basa, mamasa-masa, mainit, atbp.) at sa labas na may proteksyon mula sa ulan at alikabok. Ang mga pagwawakas ng KVE ay may mataas na mekanikal at elektrikal na lakas, higpit, paglaban sa kemikal at maaaring i-install sa anumang posisyon. Depende sa mga kondisyon ng operating, ang mga seal na may iba't ibang mga tubo ay ginagamit: KVEN - mula sa nairite na goma; KVEtv - may heat-shrinkable PVC; KVEK - na may organosilicon; KVET - na may tatlong-layer (isang layer ng polyethylene na pinahiran sa magkabilang panig ng polyvinyl chloride). Sa mga basang silid, ginagamit ang mga pagwawakas ng KVEP.
Ang pag-install ng mga pagwawakas ng lahat ng uri ng PVE ay halos pareho. Ang mga tubo ay inilalagay sa mga hiwa na dulo ng mga kable upang ang kanilang mga mas mababang bahagi ay nasa loob ng epoxy housing. Ang isang form (funnel) ay naka-install sa gulugod ng cable termination at puno ng isang epoxy compound. Sa panahon ng pag-install ng mga pagwawakas, kinakailangan upang mapanatili ang temperatura ng hangin ng hindi bababa sa 5 ° C at magtrabaho kasama ang mga guwantes na goma.
Ang mga end fitting na gawa sa adhesive tapes PKV ay ginagamit para sa pagwawakas ng mga cable hanggang 10 kV na may plastic insulation sa loob ng mga tuyong silid. Sa mga cable hanggang 1 kV, ang PKV ay tinapos mula sa ilang mga layer ng PVC tape sa core wiring. Para sa 6 kV na mga cable, ang mga metal na screen ng mga core ay baluktot at pinagbabatayan kasama ng armor, at ang gulugod ng pagputol ay tinatalian ng PVC tape. Sa pagwawakas ng 10 kV cable sa mga cut core, ang isang conical winding ay gawa sa PVC tape, sa ibabaw kung saan inilalagay ang mga semi-conductive at metal na mga screen. Ang ground conductor ay ibinebenta sa metal screen.
Sa mga damp room para sa mga cable na may plastic insulation, ang mga end seal na may epoxy compound casing ay ginagamit upang maprotektahan laban sa moisture penetration sa espasyo sa pagitan ng mga core.
Mga Pagwawakas sa labas. Upang wakasan ang mga cable sa mga lugar ng mga pagsingit ng cable sa mga overhead na linya at paglapit sa mga substation ng transpormer, ginagamit ang tatlo at apat na wire na metal coupling para sa panlabas na pag-install. Ang mga coupling na ito ay naka-mount sa mga end support ng overhead line, bukas switchgear mga substation ng transpormador at iba pa.
Upang ikonekta ang mga linya ng cable sa 1, 6 at 10 kV na mga linya sa itaas, ginagamit ang mga KM mast coupling. Binubuo ang mga ito ng isang cast iron (KMCh) o aluminyo (KMA) na katawan, kung saan ang mga porcelain bushing insulator na may conductive rod ay naayos, isang takip na may butas para sa pagbuhos ng masa, isang tansong kono at isang lead cuff na ibinebenta sa kono. Ang manggas ay inilalagay sa cut end ng cable, ang mga core nito ay konektado sa lugs sa conductive rods ng insulators. Pagkatapos ang lead cuff ay ibinebenta sa cable sheath at ang inner cavity ng coupling ay puno ng bituminous compound MB-70/60 o MBM.
Ang mga pagwawakas ng KN (Larawan 11) na may mga patayong saksakan ay ginagamit para sa pagtatapos ng 6-10 kV na mga cable na may pagkakabukod ng papel sa mga panlabas na pag-install - bukas na switchgears ng mga substation. Ang KN coupling ay katulad ng disenyo sa KM mast couplings. Gayunpaman, sa KN coupling, ang mga porselana na insulator 7 ay naka-install sa katawan 1 hindi pahilig pababa, ngunit patayo pataas, na nagbibigay ng mas mahusay na sealing at higit na pagiging maaasahan.
Ang KNE epoxy termination ay mas advanced kaysa sa KN coupling. Binubuo ito ng isang pabahay at tatlong bushings cast mula sa isang epoxy compound, hindi nangangailangan ng cast iron at porcelain insulators, ay mas madaling paggawa at hindi gaanong matrabaho sa panahon ng pag-install. epoxy compound. Pagkatapos ng paggamot sa tambalan, ang isang monolithic casting ay nakuha mula sa isang materyal na walang mga joints at seams, na makabuluhang pinatataas ang higpit at pagiging maaasahan ng pagkabit. Ang mga KNE coupling ay ginagamit para sa pagwawakas ng mga kable hanggang sa 10 kV na may pagkakabukod ng papel, na konektado sa parehong naka-install na kagamitan at sa mga overhead na linya.
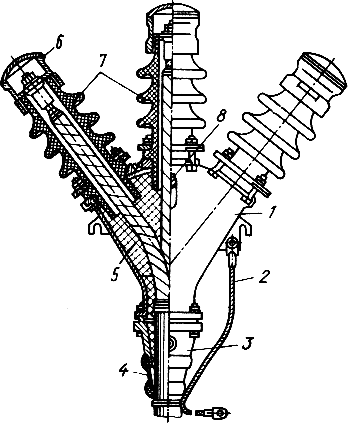
Fig.11. Tapusin ang pagkakabit ng KN panlabas na pag-install:
1 - pabahay, 2 - ground wire, 3 - frame, 4 - lead cuff, 5 - potting compound, 6 - contact head, 7 - insulator,
8 - pagpuno ng butas
Ang mga cable na may plastic insulation na may boltahe na 1 at 6 kV ay tinapos gamit ang PKNR epoxy couplings. Upang i-seal ang ugat ng pagputol, ang pagkabit ay may hugis-kono na katawan, na inihagis mula sa isang epoxy compound sa lugar ng pag-install. Ang mga cable core ay insulated ng polyvinyl chloride heat-shrinkable tubes, sa ibabaw kung saan ang mga pre-cast epoxy insulators ("mga palda") ay nakadikit.
Mga tanong para sa mga espesyalista sa pagsasanay:
1. Pangalanan ang mga pangunahing elemento ng istruktura ng cable at magbigay ng paglalarawan ng bawat isa sa kanila.
2. Ano ang mga kinakailangan para sa mga linya ng cable?
3. Paano inilalagay ang mga kable sa isang trench sa mga kondisyon ng taglamig?
4. Pangalanan ang mga pangunahing operasyon na ginawa sa panahon ng stepped cutting ng cable.
5. Paano konektado ang mga dulo ng mga cable sa cast iron, lead at epoxy couplings?
6. Pangalanan ang mga paraan ng paggawa ng mga pagwawakas ng cable.
Pinapayuhan ka naming basahin
, diagnosis, paggamot Paggamot ng urogenital chlamydia") Chlamydia urogenital - paglalarawan, sanhi, sintomas (signs), diagnosis, paggamot Paggamot ng urogenital chlamydia
Chlamydia urogenital - paglalarawan, sanhi, sintomas (signs), diagnosis, paggamot Paggamot ng urogenital chlamydia Ang mga benepisyo at kahalagahan ng hydroamino acid threonine para sa katawan ng tao L threonine ano
Ang mga benepisyo at kahalagahan ng hydroamino acid threonine para sa katawan ng tao L threonine ano Upang maghintay o hindi maghintay para sa isang tao mula sa hukbo Para sa anong dahilan maaari silang italaga mula sa hukbo
Upang maghintay o hindi maghintay para sa isang tao mula sa hukbo Para sa anong dahilan maaari silang italaga mula sa hukbo Inihurnong mansanas na may cottage cheese Mga inihurnong mansanas na may cottage cheese
Inihurnong mansanas na may cottage cheese Mga inihurnong mansanas na may cottage cheese

