TECHNOLOGICAL CARD PARA SA ASSEMBLY AT PAG-INSTALL NG SUPPORTS SA PAGBUO NG OVERHEAD POWER LINES
Lugar ng aplikasyon
Ang isang tipikal na teknolohikal na mapa ay binuo sa gawaing pagpupulong at pag-install ng mga suporta para sa mga linya ng kuryente.
1. PANGKALAHATANG IMPORMASYON TUNGKOL SA MGA SUPORTA
Mga uri ng suporta. Ayon sa layunin, ang mga suporta ay nahahati sa intermediate (P), anchor (A), corner (U), end (K) at special (C). Mga lokasyon sa ruta ng mga suporta iba't ibang uri ay ipinakita sa plano at profile ng 10 kV overhead line na seksyon.
Ang mga intermediate na suporta na naka-install sa mga tuwid na seksyon ng ruta ng overhead na linya ay inilaan lamang upang suportahan ang mga wire at hindi kinakalkula para sa pagkarga mula sa pag-igting ng mga wire sa linya. Sa normal na operasyon, ang mga intermediate na suporta ay nakikita ang mga patayo at pahalang na pagkarga mula sa masa ng mga wire, insulator, fitting at presyon ng hangin sa mga wire at suporta. Sa emergency mode (kapag ang isa o higit pang mga wire ay nasira), ang mga intermediate na suporta ay kumukuha ng pagkarga mula sa pag-igting ng natitirang mga wire, ay napapailalim sa pamamaluktot at baluktot. Samakatuwid, ang mga ito ay kinakalkula na may isang tiyak na margin ng kaligtasan. Ang mga intermediate na suporta sa mga linya ay 80-90%.
Ang mga suporta ng anchor na naka-install sa mga tuwid na seksyon ng ruta para sa pagtawid sa mga overhead na linya sa pamamagitan ng mga istruktura ng engineering (mga kalsada, linya ng komunikasyon) o natural na mga hadlang (ravines, ilog) ay nakikita ang longitudinal load mula sa pagkakaiba sa tensyon ng mga wire at cable sa mga katabing anchor span. Sa panahon ng pag-install ng linya, ang mga suporta ng anchor ay nakikita ang paayon na pag-load mula sa pag-igting ng mga wire na nasuspinde mula sa isang gilid. Disenyo mga suporta sa anchor dapat matibay at matibay.
Ang mga suporta sa sulok na naka-install sa mga anggulo ng pag-ikot ng ruta ng overhead na linya, sa ilalim ng normal na mga kondisyon, ay nakikita ang resulta ng mga puwersa ng makunat ng mga wire at mga kable ng mga katabing span, na nakadirekta sa kahabaan ng bisector ng anggulo ng pag-ikot ng linya. Ang mga suporta sa sulok ay intermediate at anchor. Ang mga intermediate ay naka-install sa maliliit na anggulo ng pag-ikot ng linya, kung saan maliit ang mga load. Sa malalaking anggulo ng pag-ikot, ginagamit ang mga suporta sa anchor, na may mas matibay na istraktura.
Ang mga end support ay isang uri ng anchor at naka-install sa dulo o simula ng linya. Sa ilalim ng normal na mga kondisyon ng pagpapatakbo ng linya, nakikita nila ang pagkarga mula sa isang panig na paghila ng mga wire.
Bilang karagdagan sa itinuturing na tinatawag na normal na mga suporta, ang mga espesyal na suporta ay naka-install din sa mga linya ng kuryente:
transpositional - upang baguhin ang pagkakasunud-sunod ng mga wire sa mga suporta;
mga linya ng sangay - para sa aparato ng mga sanga mula sa pangunahing linya;
cross - para sa pagtawid sa mga overhead na linya sa dalawang direksyon;
anti-wind - upang mapahusay ang mekanikal na lakas ng mga overhead na linya;
transitional - para sa pagtawid sa mga overhead na linya sa pamamagitan ng natural na mga hadlang at artipisyal na istruktura, atbp.
Ayon sa paraan ng pag-aayos sa lupa, ang mga suporta ay nahahati sa mga naka-install nang direkta sa lupa at sa mga pundasyon.
Ayon sa disenyo, ang mga suporta ay nahahati sa free-standing at may mga braces. Ang parehong uri ng mga suporta ay maaaring iisang hanay at portal. Kasama rin sa mga free-standing na suporta ang mga hugis-A na suporta at mga suporta na may mga struts. Ang mga free-standing na suporta ay idinisenyo upang ilipat ang mga load na kumikilos sa kanila nang direkta sa pamamagitan ng mga poste sa lupa o pundasyon. Ang mga rack ng mga suporta na may mga braces ay naglilipat lamang ng mga patayong karga sa lupa o pundasyon; transverse at longitudinal (na may kaugnayan sa axis ng overhead line) na mga load ay inililipat sa lupa sa pamamagitan ng mga brace na nakakabit sa mga anchor plate.
Sa bilang ng mga wire, ang parehong mga suporta at mga overhead na linya ay maaaring single-, double- at multi-circuit.
Ayon sa materyal ng suporta, may mga kahoy, reinforced kongkreto at bakal.
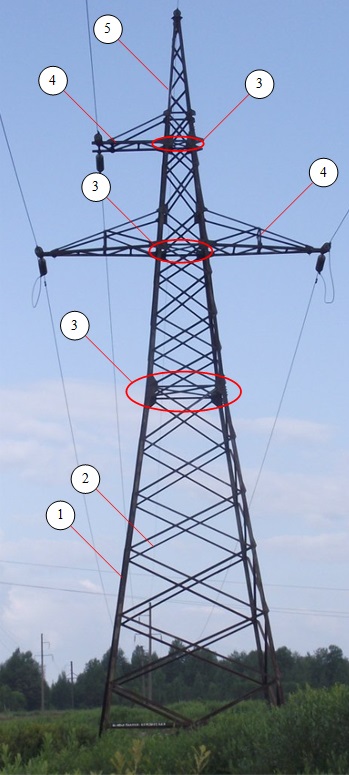
Pag-aayos ng mga wire sa mga poste. Maaaring iba ang bilang ng mga wire sa mga suporta. Bilang isang patakaran, ang bawat overhead line ay binubuo ng tatlong phase, samakatuwid, ang mga suporta ng single-circuit overhead na linya na may boltahe sa itaas 1 kV (Fig. 1, a) ay umaasa sa suspensyon ng tatlong phase wires (2, 3, 5) , iyon ay, isang circuit; Sa mga suporta ng double-circuit overhead na mga linya (Larawan 1, b), dalawang parallel circuit ang sinuspinde, iyon ay, anim na wire (2,3,5 at 6, 7, 8).
Fig.1. Ang lokasyon ng mga wire sa mga suporta ng overhead line:
a - single-chain,
b - double-chain,
c - hanggang sa 1 kV,
d, e - kapag sinuspinde sa single-chain at double-chain ayon sa "zigzag" scheme;
2, 3, 5, 6. 7, 8 - mga wire,
4 - cable na proteksyon ng kidlat
Gumagawa din sila ng mga overhead na linya na may mga split phase, kung saan, sa halip na isang phase wire ng isang malaking cross section, ilang mga wire ng isang mas maliit na cross section na pinagsama-sama ay sinuspinde. Karaniwan, sa bawat yugto, 6-220 kV overhead na linya ay sinuspinde ng isang wire sa isang pagkakataon, 330 kV overhead na linya - dalawang wire na matatagpuan pahalang, 500 kV overhead na linya - tatlong wire sa vertices ng isang tatsulok, 750 kV overhead na linya - apat mga wire sa mga sulok ng isang parisukat o limang mga wire sa mga sulok ng isang pentagon at VL 1150 kV - walong mga wire sa mga sulok ng octagon. Binibigyang-daan ka ng mga split phase na dagdagan ang ipinadalang kapangyarihan, bawasan ang mga pagkalugi (na may parehong wire cross-sectional area), at sa ilang mga kaso ay tumangging mag-install ng mga vibration damper.
Kung kinakailangan, isa o dalawang kable ng proteksyon ng kidlat 4 ay sinuspinde sa itaas ng mga phase wire.
Ang mga suporta para sa mga overhead na linya hanggang sa 1 kV (Larawan 1, c) ay nagbibigay-daan sa iyo na mag-hang mula 5 hanggang 12 na mga wire para sa supply ng kuryente sa iba't ibang mga mamimili sa isang overhead na linya (panlabas at panloob na pag-iilaw, electric power, mga load ng sambahayan). Sa mga overhead na linya hanggang sa 1 kV na may dead-earthed neutral, bilang karagdagan sa mga phase, isang neutral na wire ay sinuspinde. Bilang karagdagan, ang mga wire ng mga linya ng iba't ibang mga boltahe at layunin ay maaaring masuspinde sa parehong mga suporta.
Ang pag-aayos ng mga wire sa mga suporta ay maaaring pahalang (sa isang tier), patayo (isa sa itaas ng isa sa dalawa o tatlong tier) at halo-halong, kung saan ang mga patayong matatagpuan na mga wire ay pahalang na inilipat sa bawat isa. Bilang karagdagan, sa mga single-circuit na suporta, ang mga wire ay madalas na nakaayos sa isang tatsulok.
Ang isang bagong sistema para sa pagbitin ng mga wire sa mga intermediate na suporta ayon sa "zigzag" na pamamaraan ay binuo at pinabuting. Kasabay nito, sa mga single-circuit overhead na linya (Larawan 1, d), ang mas mababang wire 5 sa unang suporta ay sinuspinde mula sa mas mababang traverse, at sa pangalawa - sa itaas na isa; ang mas mababang wire 3 ay nakabitin sa kabilang banda: sa unang suporta - sa itaas na pagtawid, at sa pangalawa - sa mas mababang isa. Ang itaas na wire 2 ay naayos sa unang suporta sa kanang bahagi ng itaas na pagtawid, at sa pangalawa - sa kaliwa. Ang taas ng suspensyon ng mas mababang mga wire na may ganitong scheme ay tumataas sa average ng kalahati ng distansya sa pagitan ng mas mababa at itaas na mga traverse, na nagbibigay-daan sa iyo upang madagdagan ang span sa pagitan ng mga suporta o bawasan ang taas ng mga suporta.
Ang pagsususpinde ng mga wire ayon sa "zigzag" na pamamaraan sa mga double-circuit na overhead na linya (Larawan 1, e) ay nagbibigay-daan sa iyo upang higit pang dagdagan ang haba ng mga span, gayunpaman, ang disenyo ng mga suporta ay medyo mas kumplikado.
Pag-iisa at pagtatalaga ng mga suporta. Batay sa mga resulta ng maraming taon ng pagsasanay sa pagtatayo, disenyo at pagpapatakbo ng mga overhead na linya, ang pinakaangkop at matipid na mga uri at disenyo ng mga suporta ay tinutukoy para sa kaukulang klimatiko at heograpikal na mga rehiyon, mga boltahe ng overhead na linya at mga tatak ng wire, at sila ay sistematikong pinag-isa. Kasabay nito, ang bilang ng mga uri ng mga suporta at ang kanilang mga bahagi ay nabawasan hangga't maaari. Maraming pinag-isang bahagi ang maaaring magamit kapwa para sa iba't ibang uri ng mga pole, at para sa mga pole ng mga overhead na linya ng iba't ibang mga boltahe. Kaya, reinforced concrete stepchildren para kahoy na poste Ang mga overhead na linya ng lahat ng mga boltahe ay kinuha ng isang profile - trapezoidal (tatlong karaniwang sukat).
Ang pag-iisa na isinagawa noong 1976 ay pinagtibay ang sumusunod na sistema para sa pagtatalaga ng metal at reinforced concrete supports VL 35-330 kV. Ang mga letrang P at PS ay tumutukoy sa mga intermediate na suporta, PVS - intermediate na may mga panloob na koneksyon, PU o PUS - intermediate angular, PP - intermediate transitional, U o US - anchor-angle, K o KS - end. Ang letrang B ay nagpapahiwatig ng reinforced concrete support, at ang kawalan nito ay nagpapahiwatig na ang mga suporta ay bakal. Ang mga numerong 35, 110, 150, 220, atbp., na sumusunod sa mga titik, ay nagpapahiwatig ng boltahe ng overhead na linya, at ang mga numerong sumusunod sa kanila pagkatapos ng hyphen ay nagpapahiwatig ng laki ng mga suporta. Ang mga letrang U at T ay idinagdag, ayon sa pagkakabanggit, sa pagtatalaga ng mga intermediate na suporta na ginagamit bilang mga suporta sa sulok at may suporta sa cable. Halimbawa, ang pagtatalaga na PB110-1T ay na-decipher tulad ng sumusunod: isang intermediate single-circuit single-column reinforced concrete pole na may cable-resistant para sa 110 kV overhead lines.
Ang mga kahoy na poste ay itinalaga alinsunod sa pag-iisa ng mga taon, ayon sa kung saan pagkatapos ng mga titik P, U, C at D, ibig sabihin, ayon sa pagkakabanggit, intermediate, anchor-angle, espesyal at kahoy na mga poste, mayroong mga numero na nagpapahiwatig ng boltahe ng overhead line at ang conditional na numero ng karaniwang sukat ng poste (kakaiba - para sa single-stranded at even - para sa double-stranded). Halimbawa, ang pagtatalaga na UD220-1 ay kumakatawan sa: wooden anchor-angle single-circuit support para sa 220 kV overhead lines.
Ang pag-iisa ng mga suporta ay nagpapahintulot sa paggamit ng mga pang-industriyang pamamaraan ng kanilang pagpupulong at pag-install gamit ang mga power tool, crane, drilling machine, pati na rin ang pag-aayos ng mass production ng mga elemento sa mga dalubhasang pabrika, na binabawasan ang oras ng pagtatayo ng mga overhead na linya.
Mga suportang reinforced concrete
Ang mga reinforced concrete support ay malawakang ginagamit para sa pagtatayo ng mga overhead lines na may boltahe hanggang 750 kV inclusive. Sa kasalukuyan, ang bahagi ng mga overhead na linya na may reinforced concrete support ay humigit-kumulang 80% ng haba ng lahat ng mga linyang ginagawa.
Ang reinforced concrete support ay may mataas na mekanikal na lakas, matibay at hindi nangangailangan ng mataas na gastos sa pagpapatakbo. Ang mga gastos sa paggawa para sa kanilang pagpupulong ay mas mababa kaysa sa pagpupulong ng kahoy at metal. Ang kawalan ng reinforced concrete support ay ang kanilang malaking masa, na nagpapataas ng gastos sa transportasyon at nangangailangan ng paggamit ng mga heavy-duty na crane sa panahon ng pagpupulong at pag-install.
Sa reinforced kongkreto na suporta, ang mga pangunahing pwersa sa pag-igting ay kinukuha ng bakal na pampalakas, at sa compression - sa pamamagitan ng kongkreto. Tinatayang ang parehong mga coefficient ng thermal expansion ng bakal at kongkreto ay hindi kasama ang hitsura sa reinforced kongkreto mga panloob na stress na may mga pagbabago sa temperatura. Ang isang positibong kalidad ng reinforced concrete ay maaasahan din na proteksyon ng metal reinforcement mula sa kaagnasan. Ang kawalan ng reinforced concrete ay ang pagbuo ng mga bitak dito.
Upang madagdagan ang crack resistance ng reinforced concrete structures, ginagamit ang prestressing ng reinforcement, na lumilikha ng karagdagang compression ng kongkreto. Bilang reinforcement, ang bakal na wire ng isang panaka-nakang profile o bilog, mga rod at pitong-wire na steel strands ay ginagamit.
Ang mga pangunahing elemento ng reinforced concrete support ay mga rack, traverses, cable racks at crossbars.
Ang reinforced concrete racks ng isang annular section (conical at cylindrical) ay ginawa sa mga espesyal na centrifugal machine (centrifuges) na bumubuo at compact concrete. Ang mga rack ng hugis-parihaba na seksyon ay ginawa sa pamamagitan ng vibrating, kung saan ang compaction ng kongkreto sa molds ay isinasagawa ng mga vibrator. Para sa mga linya ng kuryente na may boltahe na 110 kV at mas mataas, ang mga sentripuged rack lamang ang ginagamit, at para sa overhead na linya ay sumusuporta hanggang sa. 35 kV - parehong centrifuged at vibrated.
Ang centrifuged conical racks SK ay ginawa sa anim na karaniwang sukat na 19.5-26 m ang haba (butt diameter 560 at 650 mm), at cylindrical STs - pitong standard na sukat na 22.2-26.4 m ang haba (butt diameter 560 mm). Ang paggawa ng mga bagong centrifuged cylindrical na mga post na may haba na 20 m at diameter na 800 mm ay inilunsad, batay sa kung saan ang mga suportang free-standing anchor-angle ay binuo para sa mga overhead na linya hanggang sa 330 kV inclusive, pati na rin ang intermediate portal sumusuporta sa 40 m mataas, na binubuo ng dalawang rack na konektado sa pamamagitan ng flanges.
Ang mga vibrated rack ng rectangular section ay may haba na 16.4 m at isang cross section ng upper at lower parts, ayon sa pagkakabanggit, 200X200 at 380X380 mm. Para sa mga suporta ng mga overhead na linya na may boltahe na hanggang 10 kV, ang vibrated SNV racks na 9.5 at 11 m ang haba ay ginagamit na may cross section ng mas mababang bahagi mula 170X 170 hanggang 280X 185 mm, pati na rin ang centrifuged conical racks C 10 at 11 m ang haba na may mas mababang diameter ng base na 320-335 mm at tuktok na 170 mm, na may mga butas para sa paglakip ng kagamitan.
Sinusuportahan ng VL ang hanggang 1 kV. Sa mga overhead na linya hanggang sa 1 kV, ang pinag-isang reinforced concrete free-standing single-column (intermediate), pati na rin ang single-column na may struts at A - shaped (sulok, anchor at dulo) na suporta ay naka-install. Sa ilang mga kaso, ang mga anchor at sulok na suporta ay binuo mula sa dalawang patayong post na naka-install nang magkatabi.
Mula sa mga naka-vibrate na START rack, ang mga single-column na suporta at mga suporta na may mga strut ay binuo, na idinisenyo upang masuspinde mula dalawa hanggang siyam na wire ng mga overhead na linya at dalawa hanggang apat na wire ng isang radio network. Ang lahat ng mga uri ng mga suporta ay may mga traverse na bakal na may mga welded pin. Ang mga rack na may taas na 9.5 at 11 m ay nilagyan ng mga naka-embed na bahagi na may mga butas na nagpapahintulot sa pag-mount ng mga traverse na may isang bolt. Maaaring i-mount ang mga outdoor lighting fixture, cable gland at wire branch bracket sa mga suportang ito.

Fig.2. Reinforced concrete supports ng overhead lines hanggang 1 kV:
a - intermediate,
b - angular,
sa - anchor (terminal);
1 - centrifuged conical rack,
2 - suhay,
4 - pagtawid,
5 - undertraverses,
6.7 - anchor at base plate
Ang Figure 2, a - c ay nagpapakita ng reinforced concrete supports na may conical centrifuged racks na 10.1 m ang haba at wooden traverses na gawa sa impregnated timber na may seksyon na 100X80 mm. Ang mga intermediate na suporta (Larawan 5, a) ay binubuo ng mga rack 1 at traverses 4. Sa mahina na mga lupa o may malaking bilang ng mga wire, pinalalakas sila ng mga crossbar.
Angular A - hugis na mga suporta (Larawan 2, b) ay may dalawang rack ng parehong haba, ang mga tuktok (Larawan 3) na kung saan ay magkakaugnay sa pamamagitan ng mga plate 2 at double traverses 3. Ang mga traverse ay naayos sa mga setting na may through bolts at konektado sa bawat isa para sa katigasan ng mga tabla 6. Sa isang makunat na stand (tingnan ang Fig. 2, b), isang anchor plate 6 ay naka-install, na nagpapataas ng pull-out resistance ng suporta, at sa isang compressed stand, isang base plate 7 ay naka-install, na binabawasan ang tiyak na pagkarga sa lupa.
Fig.3. Nangunguna. A-shaped corner reinforced concrete support ng overhead lines hanggang 1 kV:
1 - sentripuged na rack,
2 - plato,
3 - pagtawid,
5 - traverse mounting bolts,
6 - mga tabla,
Ang dulo ng A - hugis na suporta (tingnan ang Fig. 2, c) ay katulad sa disenyo sa mga angular at naiiba mula sa kanila sa pangkabit ng mga traverses (sub-traverses 5 ay ginagamit).
Ang trabaho ay isinasagawa upang lumikha ng fiberglass traverses, single-column anchor at sulok na suporta. Ang mga hiwalay na seksyon ng mga overhead na linya na may ganitong mga traverse at suporta ay nasa pilot operation.
Sinusuportahan ang VL 6-10 kV. Sa 6-10 kV na mga overhead na linya, ginagamit ang single-column intermediate, single-column na may struts at A - shaped - angular, end at anchor support. Ang single-column intermediate support na gawa sa vibrated START struts (Fig. 4, a) ay nilagyan ng traverse 2, na idinisenyo para sa pagsususpinde ng tatlong aluminum wire na may cross section na hanggang 120 mm http://pandia.ru/text/ 79/172/images/image005_3.gif 238"height="320">
Fig.4. Sinusuportahan ng reinforced concrete single-column ang VLKV:
a - intermediate,
b - angular na may strut;
1 - tumayo,
2, 3 - mga traverse ng bakal.
4 - bracket para sa paglakip ng strut
Ang single-column intermediate, pati na rin ang sulok, dulo at anchor A - hugis na mga suporta mula sa centrifuged racks ay may karaniwang mga traverse na gawa sa kahoy na may isang seksyon na 100X80 mm (ang mga ito ay naayos sa pamamagitan ng bolts at braces), pati na rin ang mga tuktok na pin.
Sinusuportahan ang VL 35-500 kV. Sa 35-500 kV na mga overhead na linya, ginagamit ang pinag-isang free-standing at single-column at portal support na may mga guy wires (Fig. 5, a - c), ang mga pangunahing elemento nito ay rack 1, traverses 2 at cable rack 3. Ang Rack 1 ay may waterproofing ng mas mababang bahagi sa haba na 3.2 m, na ginawa gamit ang aspalto-bitumen varnish. Upang maiwasan ang pagpasok ng kahalumigmigan sa rack, ang mga takip ng dulo ay naka-install sa mga dulo nito. Ang ilalim na takip, bilang karagdagan, ay nagdaragdag sa lugar ng suporta ng rack, na nagpapataas ng lakas ng pag-embed nito sa lupa. Sa pamamagitan ng mga butas ay ginawa sa itaas na bahagi ng rack para sa pag-mount ng mga traverses. Sa loob, kasama ang rack sa kongkreto, inilatag ang isang espesyal na pagbaba ng saligan.

Fig.5. Mga suportang intermediate reinforced concrete:
a, b - single-column single- at double-circuit para sa 35-220 kV overhead lines, portal na may metal traverse para sa 330 kV overhead lines,
2 - pagtawid,
3 - cable rack,
Ang mga traverse ay nakakabit sa rack na may through bolts (Larawan 6, a) o mga clamp (Larawan 6, b) Ang mga butas ay ginawa sa mga traverse at cable rack para sa pag-install ng mga espesyal na bracket, clamp, roller, kung saan nakakabit ang mga coupling fitting. - hikaw o staples. Ang mga rack ng lubid ay may welded na istraktura ng metal at nakakabit sa rack na may mga clamp.

Fig.6. Ang pangkabit ay dumadaan sa reinforced concrete pole:
a - sa pamamagitan ng bolts;
b - mga clamp
Sa 35-220 kV overhead na mga linya, ang reinforced concrete single-column free-standing single- at double-circuit support na may conical at cylindrical na mga post ay naka-install bilang mga intermediate (Fig. 5, a, b), at sa 330-500 kV overhead mga linya - single-circuit portal pole na may metal traverses (tingnan ang fig. 5, c).
Habang sumusuporta sa corner anchor sa 35-110 kV overhead lines, ginagamit ang single-column reinforced concrete support na may mga guy wire, at sa mga linyang higit sa mataas na boltahe- metal.
Sa mga nagdaang taon, sa 110-330 kV overhead na mga linya, ang single-column free-standing reinforced concrete pole na may mga rack na may diameter na 800 mm ay ginamit bilang corner anchor support.
Mga suporta sa metal
Ang mga suportang metal ay karaniwang gawa sa bakal, at kung minsan ay mula sa mga haluang metal. Ang mataas na mekanikal na lakas ng bakal ay ginagawang posible na lumikha ng makapangyarihan at mataas na mga suportang metal na makatiis ng malalaking mekanikal na pagkarga. Gayunpaman, ang mga naturang suporta ay mas mahal kaysa sa reinforced kongkreto at kahoy. Bilang karagdagan, ang kanilang kawalan ay isang maliit na paglaban sa kaagnasan. Hindi gaanong naiimpluwensyahan panlabas na kapaligiran Ang mga suporta ay gawa sa mga aluminyo na haluang metal, ngunit nililimitahan ng kanilang mataas na gastos ang kanilang malawak na aplikasyon.
Lugar ng aplikasyon mga suportang metal halos walang limitasyon. Ang mga poste ng bakal ay inilalagay sa mga linya ng kuryente ng lahat ng boltahe na dumadaan sa mga lugar na may matinding klimatiko na kondisyon, sa mga rutang mahirap maabot at sa mga bulubunduking lugar. Ang mga sulok ng sulok at anchor metal ay naka-install sa 110-500 kV na mga overhead na linya, kasama ang mga intermediate reinforced concrete, at pati na rin bilang mga transitional sa mahabang pagtawid.
Mga pangunahing elemento. Sa pamamagitan ng disenyo, ang mga suporta sa bakal ay maaaring maging single-column (tower) at portal, at sa pamamagitan ng paraan ng pag-aayos sa mga pundasyon - free-standing at may mga braces. Kasabay nito, ang mga suportang single-column, na may mga sukat ng mas mababang bahagi kaysa sa lapad ng railway car (2.7 m), ay tinatawag na wide-base, at mas mababa - makitid-base. Ang mga pangunahing elemento ng metal support (Larawan 7) ay trunk 1, traverses 2 at cable rack 3. Ang ilang support ay may braces 4.
Fig.7. Mga suporta sa intermediate na metal:
a. b - free-standing one - at double-circuit tower type,
c - single-circuit na may mga tirante;
2 - pagtawid,
3 - cable rack,
4 - braces,
5 - anchor plate
Ang trunk (Fig. 8) ay karaniwang isang tetrahedral truncated lattice pyramid na gawa sa mga rolled steel profiles (anggulo, strip, sheet), at binubuo ng belt 1, lattice 2 at diaphragm 3. Ang sala-sala, naman, ay may bracing mga rod at spacer, pati na rin ang mga karagdagang koneksyon.
Fig.8. Mga elemento ng metal support barrel:
2 - sala-sala,
3- siwang
Ang mga koneksyon sa pagitan ng mga chords, diaphragms at bracing rods na may mga chords ay maaaring welded (overlapped) o bolted (Fig. 9, a, b).
![]()
Fig.9. Koneksyon ng bracing rods na may support belt;
a - overlap,
b - bolts
Depende sa paraan ng pagkonekta sa mga elemento ng suporta, nahahati sila sa mga welded at bolted at, nang naaayon, ay ginawa sa anyo ng mga hiwalay na spatial na seksyon o maliit na flat galvanized na elemento na may mga butas para sa kasunod na pagpupulong sa ruta ng overhead line. Ang mga seksyon ng mga welded na suporta ay binuo sa lugar ng pag-install gamit ang mga pad at bolts. Ang mga elemento ng bolted support, pati na rin ang bolts, washers at iba pang bahagi ay ipinadala mula sa mga pabrika bilang isang set.
Kapag nagdadala ng mga welded na suporta, ang kapasidad ng pagkarga ng mga makina ay ginagamit na napakababa (hindi hihigit sa 10-30%). Ang mga bolted na suporta ay matipid sa transportasyon, ngunit nangangailangan ng isang makabuluhang pagtaas sa mga gastos sa paggawa para sa pagpupulong (1.5-2 beses).
Ang mga traverse ng single-column support ay may kumbensyonal na flat frame o spatial na istraktura at gawa sa mga channel. Para sa pagsususpinde ng mga cable na proteksyon ng kidlat, ang isang cable rack sa anyo ng isang sala-sala na pinutol na pyramid ay naka-install sa tuktok ng baras ng suporta. Ang mga rope rack ng mga suporta sa portal, bilang panuntunan, ay naka-mount sa trabepcax. May mga butas sa mga dulo ng mga traverse at mga suporta sa cable ng mga suportang metal o mga espesyal na bahagi ay naka-install para sa paglakip ng mga kabit ng pagkabit.
Ang mga sinturon ng mga putot ng mga free-standing na suporta ay nagtatapos sa ibaba na may mga sapatos na pangsuporta - mga takong, na nakakabit sa mga pundasyon na may mga anchor bolts (Larawan 10, a). Ang mga shaft ng suporta na may mga tirante ay nakakabit sa mga pundasyon na may mga espesyal na hinged na takong (Larawan 10, b). Ang mga brace ng naturang mga suporta ay nakakabit sa mga traverses (o trunk) sa isang gilid, at sa mga anchor plate sa kabilang (Fig. 10, c). Ang mga buhol para sa paglakip ng mga wire ng lalaki sa mga anchor plate ay nagbibigay-daan sa iyo upang ayusin ang haba at pag-igting ng mga wire ng lalaki.

Fig.10. Pangkabit na sapatos (takong) ng free-standing metal support (a), na may brace (b) at brace sa anchor plate (c)
Mga istruktura ng mga suportang metal. Ang mga pangunahing uri ng metal pole para sa 35-500 kV overhead na mga linya ay single-column free-standing single-circuit at double-circuit na may vertical arrangement ng mga wire, pati na rin ang portal braces. Para sa mga linyang single-circuit na dumadaan sa mga rutang mahirap maabot, binuo ang mga single-column support na may mga guy wire.
Ang mga intermediate na suporta ng 35-110 kV na mga overhead na linya (tingnan ang Fig. 7, a, b) ay ginawa sa single at double circuit. Ang mga free-standing intermediate na suporta ay may welded na itaas na bahagi ng isang hugis-parihaba na disenyo na may parallel chords. Ang mas mababang mga seksyon ay naka-bolted. Ang mga wire sa isang single-circuit support ay nakaayos sa isang tatsulok, at sa isang double-circuit support - sa isang "barrel". Ang mga traverse ng double-chain support ay kapareho ng uri ng mga single-chain. Sa mga seksyon ng cable ng overhead line, ang mga cable rack ay naka-mount sa tuktok ng trunk. Ang mga suporta ay naayos sa pundasyon na may dalawang anchor bolts na matatagpuan sa bawat isa sa apat na footrests.
Ang mga intermediate na suporta na may mga brace (tingnan ang Fig. 7, c) ay ginagamit lamang sa single-circuit na 110 kV na mga overhead na linya. Ang mga suportang ito ay may tatlong double split guys. Ang mga mas mababang dulo ng dalawang lalaki ay naka-attach sa mga pares sa isang karaniwang anchor, at ang mga itaas na dulo - sa gitna ng mas mababang mga traverse. Ang ikatlong tao, na matatagpuan sa eroplano ng traverse, ay naka-attach nang direkta sa trunk mula sa gilid kung saan matatagpuan ang dalawang traverses (itaas at ibaba). Ang mga lalaki ay inilalagay sa isang anggulo ng 120° sa isa't isa.
Ang mga intermediate na suporta ng 220 at 330 kV na mga overhead na linya ay katulad ng 110 kV na mga suporta na ipinapakita sa Fig. 7, a, b, at kadalasan ay may bolted na istraktura, maliban sa ilang mga welded na bahagi (halimbawa, sapatos na pangsuporta, traverses), ngunit naiiba mula sa 110 kV na mga suporta sa distansya sa pagitan ng mga wire at haba ng traverse. Bilang karagdagan, ang mga portal na intermediate na suporta sa mga lalaki ay ginagamit sa 330 kV na mga linya.
Ang mga suportang anchor-angle ng 35-330 kV overhead lines ay ginawang free-standing tower type. Dahil sa mabibigat na pagkarga, ang mga transverse na sukat ng baras ng mga suportang ito ay makabuluhang nadagdagan, at ang taas ng suspensyon ng mas mababang kawad ay nabawasan.
Pagpinta at galvanizing ng mga suporta. Upang maprotektahan laban sa kaagnasan, ang mga suportang metal ay pinipinta sa mga planta ng pagmamanupaktura sa pamamagitan ng paglubog ng mga natapos na welded na seksyon sa isang paliguan ng pintura. Hindi gaanong karaniwan, ang pintura ay inilalapat gamit ang mga brush o pneumatic spray gun. Minsan ang mga suporta ay pininturahan sa site ng pag-install. Para sa priming at pagpipinta ng mga suporta, pintura ng langis, barnis na may aluminyo pulbos at enamel ay ginagamit.
Ang isang mas maaasahang proteksyon ng mga suporta ng bakal laban sa kaagnasan ay hot-dip galvanizing. Ang mga preliminarily degreased na mga istraktura ay nililinis sa isang paliguan ng pag-aatsara na may solusyon ng sulfuric acid, hugasan ng mainit na tubig na tumatakbo, natatakpan ng pagkilos ng bagay at ibinaba sa isang vertical cylindrical bath na may tinunaw na tingga. Sa itaas na bahagi ng paliguan, isang patong ng tinunaw na sink ang lumulutang sa ibabaw ng tingga. Kapag tumataas mula sa paliguan, ang istraktura na pinainit ng tingga ay dumadaan sa isang layer ng likidong sink, na bumubuo ng isang pelikula na 0.10-0.12 mm ang kapal sa ibabaw nito.
Ang paraan ng pagprotekta sa suportang metal mula sa kaagnasan sa maraming mga kaso ay tumutukoy sa pagpili ng uri ng koneksyon ng mga elemento ng sala-sala. Kaya, ang pangkulay ng mga suporta ay nagpapahintulot sa paggamit ng parehong bolted at welded joints, kabilang ang overlapping na may hinang ng mga elemento sa magkabilang panig. Kasabay nito, ang mainit na galvanizing ay hindi pinapayagan ang overlap na hinang ng mga bahagi, dahil ang acid na ginamit sa pag-pickle ng mga elemento bago ang galvanizing ay maaaring dumaloy sa kanilang mga puwang at pagkatapos ay sirain ang koneksyon.
Dahil sa kakulangan ng zinc, nagsimula ang pilot-industrial na pagpapakilala ng aluminum coatings, ang mekanikal na lakas at pagdirikit nito ay hindi mas mababa sa zinc.
Ang antas ng kahandaan ng mga suporta sa metal. Ang bilang ng mga bahagi at bahagi na ipinadala mula sa pabrika ay tumutukoy sa antas (grupo) ng kahandaan ng pabrika ng suporta at nagpapakilala sa dami ng trabaho sa pagpupulong nito sa overhead na linya:
Pangkat I - hiwalay na mga elemento (nang maramihan) o hiwalay na bahagi ng mga seksyon ay nagmula sa pabrika; sa ruta ng VL, ang mga suporta ay binuo mula sa mga bolted na elemento at bahagi;
Pangkat II - ang mga indibidwal na spatial na seksyon at mga bahagi ng suporta ay natanggap mula sa pabrika; sa ruta ng overhead line, ang pre-assembly at general assembly sa bolts ay isinasagawa;
Pangkat III - ang buong pangunahing bahagi ay nagmula sa pabrika na hindi nangangailangan ng pre-assembly sa track; ang pangkalahatang pagpupulong ay isinasagawa sa mga bolts.
Ang bawat elemento o bahagi ng suporta na ipinadala ng pabrika ay may conditional code na tinatawag na shipping mark. Kapag kinukumpleto at pinagsama ang mga suporta sa track, ginagamit nila ang tinatawag na shipping album, na naglalaman ng mga guhit ng mga tatak ng pagpapadala ng mga suporta.
kahoy na suporta
Ang malawakang paggamit ng mga kahoy na poste ay higit sa lahat dahil sa mababang halaga ng kahoy, ang sapat na mataas na mekanikal na lakas nito, pati na rin ang natural na bilog na assortment, na nagbibigay ng pagiging simple ng konstruksiyon at ang hindi bababa sa paglaban sa mga karga ng hangin. Ang mataas na electrical insulating properties ng kahoy ay ginagawang posible na gumamit ng mas maliit na bilang ng suspension insulators sa mga kahoy na poste kaysa sa metal o reinforced concrete, at sa overhead lines hanggang 10 kV, gumamit ng magaan at murang pin insulators. Bilang karagdagan, sa ilang mga kaso, hindi na kailangang mag-hang ng isang cable na proteksyon ng kidlat at lupa ang mga tore na ito. Ang reinforced concrete stepchildren o tambak ay ginagamit bilang mga pundasyon para sa mga kahoy na suporta.
Ang mga kahoy na suporta ay humigit-kumulang 1.5 beses na mas mura kaysa sa reinforced concrete at metal, ngunit hindi gaanong matibay. Upang pahabain ang buhay ng serbisyo, ang kahoy ng mga suporta ay sumasailalim sa anti-bulok na paggamot (antiseptic treatment) sa mga espesyal na pabrika. Nangangako na gumamit ng mga suporta na gawa sa nakadikit na kahoy, ang mga disenyo nito ay binuo kamakailan. Ang nasabing kahoy ay ginawa mula sa mga pine board na pinapagbinhi ng isang antiseptiko ng langis at nakadikit. Ang paggamit ng nakadikit na kahoy ay ginagawang posible upang madagdagan ang buhay ng serbisyo ng mga suporta, alisin ang mga nakatagong depekto, at gumamit din ng mga short-length na pole.
Sa Russian Federation at iba pang mga bansang mayaman sa mga mapagkukunan ng kagubatan (USA, Canada, Sweden, Finland), ang mga overhead na linya na may boltahe na hanggang 220 kV ay itinayo sa mga kahoy na poste. Sa USA, ang mga pang-eksperimentong seksyon ng 330 at 460 kV overhead na mga linya ay itinayo sa mga kahoy na suporta, at sa Russian Federation ang mga katulad na suporta ay binuo para sa 330 at 500 kV overhead na mga linya.
Mga teknikal na katangian ng kahoy. Para sa paggawa ng mga kahoy na suporta, pine, larch at, mas madalas, ginagamit ang spruce. Ang pine at larch na kahoy ay naglalaman ng maraming dagta at samakatuwid ay lumalaban nang mabuti sa kahalumigmigan. Ang mga poste ay gawa sa mga puno ng kahoy. Ang mas mababang bahagi ng puno ng kahoy ay tinatawag na butt, at ang itaas, thinner, cut. Ang natural na taper ng trunk mula sa hiwa hanggang sa puwitan ay tinatawag na run.
Ang lakas ng kahoy ay higit na nakadepende sa moisture content. Sa isang pagbawas sa kahalumigmigan sa mga kahoy na suporta, dahil sa pag-urong ng kahoy, ang mga kasukasuan ay nasira: ang mga mani at mga bendahe ay lumuwag. Upang makakuha ng kahoy na angkop para sa paggawa ng mga suporta (na may kahalumigmigan na nilalaman ng 18-22%), ito ay tuyo. Ang pangunahing pamamaraan ay atmospheric, i.e. natural air drying, na, kahit na ito ay mahaba, ay nagbibigay ng pinakamahusay na mga resulta. Sa mga nagdaang taon, ginamit ang mataas na temperatura na pagpapatayo ng kahoy sa petrolatum, pati na rin ang pagpapatuyo na may mataas na dalas ng alon.
Ang lakas ng kahoy ay apektado din ng mabulok, buhol, bitak, pahilig at iba pang pinsala. Ang pinaka-mapanganib na depekto ay mabulok, na nangyayari kapag ang kahoy ay nasira ng fungi. Ang nabubulok na kahoy ay natatakpan ng maliliit na bitak, nagiging bulok at nabubulok dahil sa isang mahinang suntok. Ang pinaka matinding pagkabulok ay nangyayari sa temperatura na 20-35 ° C at isang halumigmig na 25-30%.
Upang maprotektahan laban sa pagkabulok, ang kahoy ay pinapagbinhi ng mamantika at mineral na mga antiseptiko. Ang Pine ay pinakaangkop para sa impregnation; ang mga panlabas na layer ng larch at spruce ay pinapagbinhi ng mga antiseptiko nang napakahina. Bilang oily antiseptics, kadalasang ginagamit ang purong creosote oil o creosote oil na hinaluan ng fuel oil, na nagsisilbing solvent. Ang mga disadvantages ng oily antiseptics ay ang kanilang mga nakakapinsalang epekto sa balat ng tao at mauhog lamad, pati na rin ang flammability. Ang mga madulas na antiseptiko ay pinapagbinhi ng mga natapos na elemento ng mga suportang kahoy sa pabrika.
Kapag nag-iipon ng mga suporta sa track, ang lahat ng mga lugar na ginagamot ay karagdagang sakop ng mas ligtas na mineral na antiseptics: sodium fluoride, dinitrophenol, uralite, na natunaw sa tubig. Sa isang bilang ng mga dayuhang bansa (USA, Canada), isang solusyon ng pentachlorophenol sa langis ng gasolina o kerosene ay malawakang ginagamit para sa pagpapabinhi ng kahoy. Ang iba pang mga sintetikong materyales ay ginagawa rin at sinusuri, na sabay na nagsisilbing antiseptiko at nagpoprotekta sa kahoy mula sa apoy.
Ang karaniwang buhay ng hindi ginagamot na kahoy ay humigit-kumulang limang taon. Ang impregnation ng mga haligi na may madulas na antiseptics ay nagdaragdag sa panahong ito sa 15-25 taon. Samakatuwid, para sa mga suporta sa overhead line, pinapayagan na gumamit lamang ng factory-impregnated pine at spruce log, at sa mga pambihirang kaso - hindi pinapagbinhi na air-dry larch na may moisture content na hindi hihigit sa 25%. Ang mga suporta ng pansamantalang overhead na linya (halimbawa, para sa power supply ng mga construction site, dredger, atbp.) ay maaari ding gawin ng mga hindi ginagamot na poste. Sa lahat ng mga kaso, ang diameter ng mga log sa itaas na hiwa ng mga pangunahing elemento ng mga suporta (rack, stepchildren at traverses) ay dapat na hindi bababa sa 14, 16 at 18 cm para sa mga overhead na linya 1, 6-35, 110 kV at mas mataas. , ayon sa pagkakabanggit. Ang diameter ng mga haligi para sa mga elemento ng auxiliary para sa mga overhead na linya ay hanggang sa 1 kV ay dapat na hindi bababa sa 12 cm, at para sa mga overhead na linya sa itaas ng 1 kV - hindi bababa sa 14 cm.
Ang kawalan ng mga kahoy na poste ay ang kanilang madaling pagkasunog, na maaaring sanhi ng mga sunog, pagtama ng kidlat at pagtagas ng alon na nagreresulta mula sa polusyon o pagkasira ng mga insulator. Upang maprotektahan laban sa mga sunog sa lupa, ang isang lugar na may radius na 2 m sa paligid ng bawat suporta ay nililimas mula sa damo at mga palumpong o ito ay hinuhukay ng apoy na may lalim na 0.4 m at 0.6 m ang lapad. . Magandang higpit ng bolt at snug fit mga bahagi ng metal sa kahoy ay nagbibigay ng pagbawas paglaban sa kuryente at pagbabawas ng mga daloy ng pagtagas sa mga ligtas na halaga. Sa ibang bansa, upang protektahan ang mga suporta mula sa sunog, ginagamit ang mga kemikal na compound (mga flame retardant) na nagpapataas ng paglaban sa apoy ng kahoy.
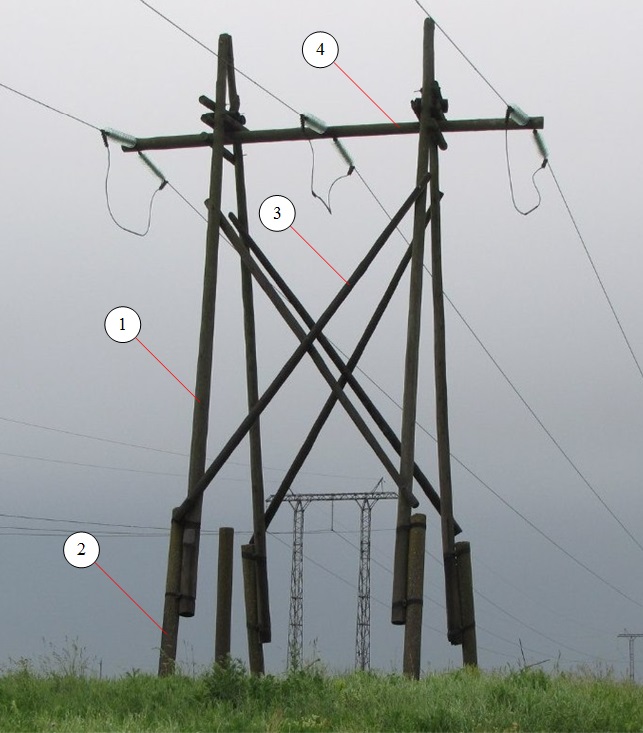
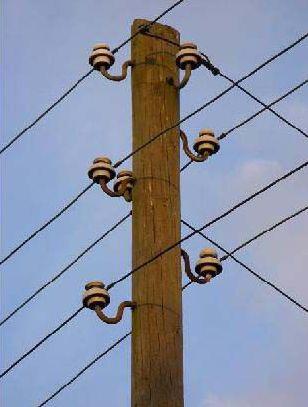
Sinusuportahan ng VL ang hanggang 1 kV. Tatlong uri ng pinag-isang kahoy na suporta ang naka-install sa mga overhead na linya hanggang 1 kV: single-column (Fig. 11, a, b), single-column na may struts (Fig. 11, c) at A-shaped (Fig. 11, d). Ang mga suportang single-column ay ginagamit bilang intermediate, at single-column na may struts at A-shaped (tinatawag na complex) - bilang sulok, anchor, dulo at sangay. Dalawang serye ng naturang mga suporta ang binuo: para sa suspensyon ng 5-8 at 8-12 na mga wire na may pangkabit, ayon sa pagkakabanggit, sa mga kawit at pin.
Fig.11. Mga kahoy na poste para sa mga overhead na linya hanggang sa 1 kV:
a, b - single-column intermediate na may pangkabit ng mga wire sa mga kawit at pin,
c - single-column na sulok na may tray at pangkabit ng mga wire sa mga kawit,
g - A - hugis na sulok na may pangkabit ng mga wire sa mga pin:
1 - prefix,
2 - rack,
5, 6 - traverse at ang brace nito,
7 - suporta strut,
8 - crossbar
Ang mga pangunahing elemento ng mga suporta sa lahat ng uri ay mga rack 2, attachment 1 at struts 7. Ang mga rack at struts ay gawa sa pinapagbinhi na mga kahoy na poste na 6.5-11 km ang haba na may diameter sa itaas na hiwa ng hindi bababa sa 14 cm. Upang madagdagan ang buhay ng serbisyo sa mga suporta, kadalasang ginagamit ang mga karaniwang reinforced concrete prefix na PT na may haba na 4.25 at 6 m, at sa ilang mga kaso - mga kahoy na may haba na 4.5 m. Ang mga suportang walang prefix (na may mga solidong rack at struts) ay naka-install din. Sa malambot na mga lupa, ang lakas ng pagkakabit ng mga suporta ay nadagdagan sa pamamagitan ng pag-aayos ng mga reinforced concrete slab o kahoy na crossbars sa kanilang mga base 8.
Upang ipares (Fig. 12, a - c) kahoy 3 at reinforced concrete 9 attachment na may rack 1, wire bandage 2 at fitting clamps 6 ay ginagamit. Ang mga bendahe para sa single-rack support ay gawa sa walong liko ng galvanized steel wire na may diameter ng 4-6 mm, at para sa mga kumplikado - ng 12 at hinihigpitan sa pamamagitan ng pag-twist o pagkabit ng mga bolts 5 na may mga hugis na washers 4. Ang haba ng isinangkot ng mga rack ng mga single-column support na may mga kahoy at reinforced concrete attachment ay 1350 at 1050 mm, ayon sa pagkakabanggit, at kumplikado - 1500 at 1350 mm.
Fig.12. Pagpapares ng mga attachment sa mga rack ng mga suporta ng mga overhead na linya hanggang 10 kV:
a. b - kahoy na wire bandage,
c - reinforced concrete clamps;
1 - tumayo,
2 - wire bandage,
3, 9 - kahoy at reinforced concrete attachment.
4 - tagapaghugas ng bendahe,
5 - pagkabit ng bolt,
6 - angkop na clamp
8 - tabla
Ang mga struts na may mga uprights at ang mga tuktok ng A-shaped na suporta ay pinagsama-sama. Ang mga traverse ay gawa sa pinapagbinhi na kahoy at nilagyan ng mga pin at braces. Ang mga karaniwang traverse ay may isang hugis-parihaba na seksyon na 100x80 mm; ang mga traverse ng circular cross section na may diameter na 140 mm ay ginagamit lamang sa mga end support na may 12 wires. Ang mga traverse ay naayos sa mga post na may isang through bolt at dalawang braces (tingnan ang Fig. 11, b).
Ang distansya sa pagitan ng mga wire sa mga traverse ng mga intermediate na suporta ay dapat na 400 mm, at sa sulok at anchor - 550 mm. Ang mga kawit sa mga suporta ay inilalagay sa magkabilang panig ng rack sa isang pattern ng checkerboard; sa parehong oras, ang distansya sa pagitan ng mga ito (sa isang gilid) ay dapat na 400 at 600 mm sa intermediate at kumplikadong mga suporta, ayon sa pagkakabanggit. Ang itaas na kawit ay naka-install sa layo na 200 mm mula sa tuktok ng suporta.
Sinusuportahan ang VL 6-10 kV. Sa 6-10 kV overhead na mga linya, ang pinag-isang free-standing na mga kahoy na poste ng tatlong uri ay naka-install: single-column - intermediate; A - matalinhaga - dulo, angkla, sangay; tatlong-rack (A - hugis na may struts) - angkla ng sulok. Ang A - shaped trusses ng anchor at end support ay naka-install sa kahabaan ng axis ng overhead line, at angular - kasama ang bisector ng anggulo ng pag-ikot ng linya.
Ipinapakita ng Figure 13 ang mga pangunahing uri ng mga kahoy na poste para sa 6-10 kV na mga overhead na linya na may reinforced concrete at wooden attachment at wire suspension sa mga hook at traverses. Ang mga single-column support (Fig. 13, a) ay binubuo ng isang rack 2, attachment 1 at hook 3. Para sa mga nakabitin na wire ng malalaking cross section, sa halip na mga hook, isang traverse 6 na may mga pin 4 at isang head 5 ay naka-install (Fig. 13, b). A - hugis at tatlong-post na mga suporta (Larawan 13, c - e), bilang karagdagan sa mga rack at attachment, ay may under-traverses 9, kung saan ang mga traverse ay nakakabit sa mga rack, pati na rin ang mga cross-beams 10 (reinforcing ang tigas ng A-shaped truss), crossbars 8 at struts 11. Bilang karagdagan, ang mga pole na 11 m ang haba na walang mga attachment (na may solid rack) ay naka-install sa 6-10 kV overhead lines.
Istraktura ng suporta mga linya sa itaas paghahatid ng kuryente
Istraktura ng suporta
Ang mga istruktura ng mga poste ng overhead power transmission line ay magkakaiba at nakasalalay sa materyal na kung saan ginawa ang poste (metal, reinforced concrete, wood, fiberglass), ang layunin ng poste (intermediate, angular, transpositional, transitional, atbp.) , sa mga lokal na kondisyon sa ruta ng linya ( populated o walang nakatira na mga lugar, bulubunduking kondisyon, mga lugar na may latian o malambot na mga lupa, atbp.), mga boltahe ng linya, bilang ng mga circuit (single circuit, double circuit, multi circuit), atbp.
Sa disenyo ng maraming uri ng mga suporta, ang mga sumusunod na elemento ay matatagpuan:
- Rack - ay ang pangunahing mahalagang elemento ng istraktura ng suporta, hindi katulad ng iba pang mga elemento na maaaring wala. Ang rack ay idinisenyo upang magbigay ng mga kinakailangang sukat ng mga wire (dimensyon ng wire - ang patayong distansya mula sa wire sa span hanggang sa mga wire na tinawid ng ruta mga istrukturang pang-inhinyero, ibabaw ng lupa o tubig). Maaaring may isa, dalawa, tatlo o higit pang mga post sa istruktura ng suporta.
- Struts - ginagamit para sa sulok, dulo, anchor at mga suporta ng sangay ng mga overhead na linya na may boltahe hanggang 10 kV. Kinukuha nila ang bahagi ng pagkarga ng suporta mula sa isang panig na pag-igting ng kawad.
- Attachment (stepson) - bahagyang inilibing sa lupa, ang mas mababang bahagi ng istraktura ng pinagsamang suporta ng mga overhead na linya na may boltahe na hanggang 35 kV, na binubuo ng mga kahoy na rack at reinforced concrete attachment.
- Ang mga braces ay mga hilig na elemento ng suporta na nagsisilbing palakasin ang istraktura nito at ikonekta ang ilang elemento ng suporta sa isa't isa, halimbawa, isang post na may traverse, o dalawang poste ng suporta.
- Traverse - nagbibigay ng pangkabit ng mga wire ng linya ng kuryente sa isang tiyak na (pinahihintulutang) distansya mula sa suporta at mula sa bawat isa.
- Foundation - isang istraktura na naka-embed sa lupa at naglilipat ng mga naglo-load dito mula sa suporta, insulator, wire at panlabas na impluwensya (yelo, hangin).
- Crossbar - pinatataas ang gilid na ibabaw ng underground na istraktura ng reinforced concrete racks at footboard ng mga metal na suporta. Ang mga crossbar ay nagdaragdag sa kakayahan ng pundasyon na makatiis ng mga pahalang na karga na kumikilos sa suporta, na pinipigilan itong tumagilid mula sa mga puwersa ng pag-igting ng mga wire kapag gumagawa ng mga suporta sa malambot na lupa.
- Guys - dinisenyo upang madagdagan ang katatagan ng mga suporta at malasahan ang mga puwersa mula sa pag-igting ng wire.
- Rope stand - ang itaas na bahagi ng suporta, na idinisenyo upang suportahan ang cable na proteksyon ng kidlat. Kadalasan ito ay isang trapezoidal spire sa tuktok ng suporta. Sa suporta ay maaaring may isa o dalawang cable rack (sa U-shaped na suporta), mayroon ding mga suporta na walang cable rack.
 |
|
| a | b |
Larawan. Sinusuportahan ng VL: a - suporta sa dalawang hanay; b - tatlong-post na suporta.
Ang isang rack ng lattice-type na metal support ay tinatawag na trunk. Ang bariles ay karaniwang isang tetrahedral truncated lattice pyramid na gawa sa mga rolled steel profiles (anggulo, strip, sheet), at binubuo ng sinturon, sala-sala at diaphragm. Ang sala-sala, naman, ay may mga rod-braces at spacer, pati na rin ang mga karagdagang koneksyon.
Larawan. Mga elemento ng istruktura ng isang metal na suporta: 1 - suporta sa post belt; 2 - rods-braces na bumubuo ng rack lattice; 3 - dayapragm; 4 - pagtawid; 5 - cable rack.

Larawan. Suporta sa sulok na may dalawang struts: 1 - rack; 2 - suhay.
Larawan. Mga elemento ng istruktura ng pinagsamang suporta: 1 - kahoy na poste ng suporta; 2 - reinforced concrete prefix (stepson); 3 - suhay; 4 - pagtawid.
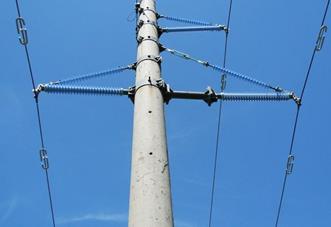
Larawan. Suporta sa mga traverses: a - para sa reinforced concrete supports 10 kV; b - para sa reinforced concrete na sumusuporta sa 110 kV.
Kadalasan maaari kang makahanap ng mga traverse sa anyo ng isang matibay na istraktura ng metal, ngunit mayroon ding mga kahoy na traverse at traverse na gawa sa mga pinagsama-samang materyales.
Larawan. 110 kV overhead line support traverse na gawa sa mga composite na materyales
Bilang karagdagan, ang tinatawag na flexible traverses ay matatagpuan sa hugis-V na mga suporta ng uri ng "nabla" at hugis-U na mga suporta.

Larawan. Suporta sa VL na may "flexible" na pagtawid
Sa ilang disenyo ng poste, maaaring wala ang mga traverse, halimbawa, para sa kahoy o reinforced concrete pole ng overhead lines na may boltahe na hanggang 1 kV, para sa mga pole ng overhead lines na may self-supporting. mga insulated wire boltahe hanggang sa 1 kV, para sa mga suporta ng anchor ng mga overhead na linya ng anumang boltahe, kung saan ang bawat yugto ay naka-mount sa isang hiwalay na rack.
Larawan. Suporta nang walang pagtawid
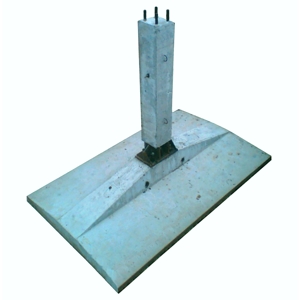
Larawan. Mushroom reinforced concrete foundation
Para sa mga single-rack na suporta, kung saan ang ibabang dulo ng rack ay naka-embed sa lupa, ang ilalim ng rack ay nagsisilbing pundasyon; para sa mga suportang metal, ginagamit ang pile o prefabricated na reinforced concrete na hugis kabute, at kapag nag-i-install ng mga transitional na suporta at suporta sa mga latian, ginagamit ang mga monolitikong kongkretong pundasyon.

Larawan. Reinforced concrete piles na ginagamit sa single-pile at multi-pile na pundasyon ng overhead lines

Larawan. Suporta sa linya ng paghahatid ng kuryente sa isang pile foundation

Larawan. Mushroom reinforced concrete foundation (1) na may tatlong crossbars (2)
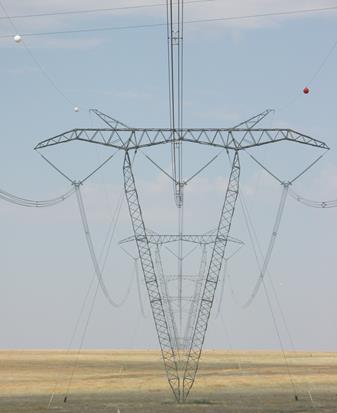
Larawan. Naka-secure ang suporta gamit ang mga braces
Ang itaas na bahagi ng lalaki ay naka-attach sa post o traverse ng suporta, at ang mas mababang bahagi sa anchor o reinforced concrete slab. Bilang karagdagan, ang disenyo ng brace ay maaaring magsama ng isang tension coupling - isang lanyard.
 |
 |
Larawan. Ibabang bahagi ng brace
|
MINISTERYO NG ENERHIYA AT KURYENTE NG USSR NPO ENERGOSTROYPROM Espesyal na disenyo at engineering bureau na "ENERGOSTALPROEKT" |
APPROVE ang Chief Engineer NPO Energostroyprom ____________________ Yu.G. Zhivov "____" ______________ 1989 |
STRUCTURES STEEL SUPPORTS NG ELECTRIC TRANSMISSION LINES AT OPEN DISTRIBUTION DEVICES NG SUBSTATIONS NA MAY VOLTAGE 35 kV at HIGHER. Mga pagtutukoy TU 34 12.10057-89 (Sa halip na TU 34-29-100057-80) Petsa ng pagpapakilala mula 01.01.90 |
NAGSANG-AYON Chief Engineer ng SSO Elektrosetstroy _________________V.G. Nayanov "____" ___________ 1989 | Punong Inhinyero ng SPKTB Energostalproekt ___________________V.L. Chen "____" _______________ 1989 | Punong Inhinyero ng Energosetproekt Institute _________________V.S. Lyashenko "____" ___________ 1989 |
intermediate na suporta VL 220 kV P 220-1 TU 34 12.10057-89
o cell portal panlabas na switchgear 750 kV, YAZH-2 TU 34 12.10057-89.
At ang bilang ng mga wiring diagram ng iniutos na disenyo ay ipinahiwatig.
1. MGA TEKNIKAL NA KINAKAILANGAN
1.1. Ang mga istruktura ng overhead line support at outdoor switchgear portal ay dapat matugunan ang mga kinakailangan ng GOST 23118-78, SNiP III -18-75 at ang mga ito mga pagtutukoy. 1.1.1. Ang mga pangunahing parameter at sukat ng mga elemento ng suporta at panlabas na switchgear ay dapat sumunod sa mga tinukoy sa gumaganang mga guhit ng KMD.1.2. Mga katangian (mga kinakailangan sa paggawa)
1.2.1. Ang mga detalye at mga yunit ng pagpupulong ng mga suporta at panlabas na switchgear ay dapat gawin sa pabrika sa anyo ng mga marka ng pagpapadala sa ganap na pagsunod sa mga kinakailangan ng mga teknikal na pagtutukoy na ito ayon sa gumaganang mga guhit ng KMD na naaprubahan sa inireseta na paraan. 1.2.1.1. Sa paggawa ng mga elemento, bahagi, at mga welded assemblies mula sa SPKS, kinakailangang gabayan ng Directive, na binuo ng Energosetproekt Institute, DU 25/1-88. 1.2.2. Ang mga materyales na ginamit para sa paggawa ng mga elemento ng mga overhead na linya at bukas na switchgear portal ay dapat sumunod sa mga tinukoy sa mga proyekto. Ang mga arko ng bakal ay dapat sumunod sa tinukoy na gumaganang mga guhit at kumpirmahin ng mga sertipiko. Ang pagpili ng grado at kategorya ng bakal ay dapat gawin ayon sa SNiP II -23-81, depende sa lugar ng operasyon. Pinapayagan na palitan ang mga grado ng bakal at mga pinagsamang produkto na may pantay na lakas o mas mataas na lakas ayon sa mga sheet ng pagkalkula. (Binagong edisyon, Paunawa Blg. 1) Kapag ginamit sa VL support at portal ng outdoor switchgear SPKS, ang mga sumusunod na rolled na produkto ay inirerekomenda: 1) hugis - mula sa steel grade 08KhGSDP ayon sa TU 14-1-4877-90; 2) sheet - mula sa mga grado ng bakal na 12KhGDAF ayon sa TU 14-1-4685-89 10KhNDP at 10KhDP ayon sa TU 14-1-1217-75; (Binagong edisyon, Paunawa Blg. 1) 3) sheet at hugis na mga produkto mula sa bakal na 10KhNDP at 15KhSND ayon sa GOST 19281-89. (Binagong edisyon, Abiso Blg. 2) 1.2.3. Ang welding ng mga support assemblies at outdoor switchgear, maliban sa mga SPKS assemblies, ay dapat isagawa ng mga semiautomatic na device sa isang carbon dioxide na kapaligiran gamit ang wire ayon sa GOST 2246-70 o flux-cored wire TU 14-4-1059-80 at TU 14- 4-1117-81. Ang manu-manong arc welding ay pinapayagan na may mga electrodes ng uri E42, E46, E50, E42A, E46A, E50A alinsunod sa GOST 9466-75 at GOST 9467-75. Para sa mga welding parts at assemblies mula sa SPKS, semi-automatic welding sa isang carbon dioxide environment na may wire ayon sa TU 14-1-3665-83 o flux-cored wire na PPV-5KM ayon sa TU 36-2528-83, o manual arc hinang na may mga electrodes ng uri ng E50A GOST 9467-75 ay dapat gamitin brand OZ C -18 TU 14-4-804-77. 1.2.4. Upang tipunin ang mga istruktura ng mga suporta at panlabas na switchgear, dapat gamitin ang mga fastener na tumutugma sa mga tinukoy sa gumaganang mga guhit: bolts ng mga klase ng lakas 4.6, 4.8, 5.6, 5.8 mula sa carbon steels at 5.6 mula sa bakal 08KhGSDP ng mga klase ng katumpakan A, B, C version 1 na may malaking thread pitch ayon sa GOST 7798-70, GOST 7796-70, GOST 7805-70, GOST 15589-70, GOST 15591-70, TU 34 12.10413-90 at TU 14-4-1386; (Binago ang edisyon, Paunawa Blg. 2 ) nuts ng class 4 at 5 na gawa sa carbon steels at SPKS accuracy classes A, B at C ayon sa GOST 5915-70, GOST 5927-70 at GOST 15526-70; washers GOST 11371-78 at GOST 6402-70. 1.2.5. Upang maprotektahan laban sa kaagnasan ang mga istruktura ng mga overhead na linya at bukas na mga portal ng switchgear, ang mga materyales na tinukoy sa mga proyekto, gumaganang mga guhit o mga order ay dapat gamitin: sink ayon sa GOST 3640-79, aluminyo na hindi mas mababa sa grade A8 ayon sa GOST 11069-74 o mga pintura at barnis ayon sa SNiP 2.03.11-85. 1.2.6. Ang pagmamarka ng mga elemento ng mga suporta at panlabas na switchgear ay dapat isagawa sa pamamagitan ng anumang paraan na nagbibigay ng kinakailangang katumpakan ng trabaho at matipid na pagkonsumo ng bakal, 1.2.7. Ang mga detalye ng mga suporta at panlabas na switchgear ay dapat gawin ng mga straightened rolled na produkto. 1.2.8. Ang pag-edit ng mga pinagsamang produkto sa isang malamig na estado ay dapat isagawa sa mga roller at pagpindot. Ang ibabaw ng bakal pagkatapos ng pagtuwid ay hindi dapat magkaroon ng mga dents, nicks at iba pang pinsala. 1.2.9. Pinapayagan na gumamit ng mga profile na pinagsama na mga produkto na may mga welds ng butt ng pabrika, sa kondisyon na ang kanilang lakas ay hindi mas mababa kaysa sa lakas ng pangunahing seksyon na may ipinag-uutos na kontrol ng mga seams. Bilang ng mga joints: sa mga sulok ng baywang - hindi hihigit sa tatlo; sa lattice braces - hindi hihigit sa isa. Ang distansya sa pagitan ng mga butt joints sa belt ay hindi bababa sa 3000 mm. Ang distansya sa pagitan ng weld at sa gitna ng butas ay dapat na hindi bababa sa 100 mm. Sa layo na mas mababa sa 100 mm, kung ang reinforcement ng seam ay nakakasagabal sa mahigpit na pagsasama ng mga elemento, dapat itong alisin 1.2.10. Ang mainit na machining ng mga bahagi ng carbon at low-alloy na bakal ay dapat isagawa pagkatapos ng pagpainit sa temperatura na 900°-1000°C at wakasan sa temperatura na hindi bababa sa 700°C. 1.2.11. Ang paghahanda para sa welding, welding at welding quality control ay dapat sumunod sa mga kinakailangan ng GOST 5264-80. GOST 6996-66, GOST 11534-75, GOST 14771-76 at SNiP III-18-75. (Binagong edisyon, Abiso Blg. 2) 1.2.12. Ang mga gilid ng mga bahagi pagkatapos ng pagputol ng oxygen ay dapat na malinis ng mga burr, slag, splashes at sagging ng metal at walang mga iregularidad at pagkamagaspang na lumampas: para sa pagputol ng makina - 0.3 mm; para sa manu-manong pagputol ng gas - 1 mm. 1.2.13. Ang mga gilid ng mga bahagi pagkatapos ng pagputol gamit ang gunting ay hindi dapat magkaroon ng mga iregularidad, burr at blockage na higit sa 0.3 mm, pati na rin ang mga bitak. 1.2.14. Ang mga butas para sa bolts ay dapat na nabuo sa pamamagitan ng pagsuntok, pagbabarena o pagsuntok sa isang mas maliit na diameter, na sinusundan ng reaming sa diameter ng disenyo alinsunod sa indikasyon sa gumaganang pagguhit. Ang pagsuntok ng butas sa diameter ng disenyo ay pinahihintulutan: para sa mga istruktura na pinatatakbo sa mga lugar na may temperatura ng disenyo na minus 40 ° C at sa itaas - sa ordinaryong kalidad ng mga elemento ng carbon steel hanggang sa 20 mm makapal at hanggang sa 16 mm sa mababang mga elemento ng bakal na haluang metal; (Binagong edisyon, Paunawa Blg. 1) para sa mga istruktura na pinatatakbo sa mga lugar na may temperatura ng disenyo sa ibaba minus 40 ° C - sa mga elemento na gawa sa carbon steel ng ordinaryong kalidad hanggang sa 12 mm makapal at gawa sa mababang haluang metal na bakal, maliban sa SPKS - hanggang sa 10 mm; para sa mga istrukturang pinapatakbo sa mga lugar na may disenyo; temperatura ng minus 50°C at sa itaas - mula sa mastered shaped steel 08KhGSDP hanggang sa 10 mm makapal at para sa mga elemento mula sa pinagsama sheet steel 12KhGDAF hanggang sa 12 mm makapal; para sa - mga elemento ng mga suporta at panlabas na switchgear na pinatatakbo sa mga lugar na may temperatura ng disenyo na minus 40 ° C at sa itaas mula sa rolled sheet steel 12KhGDAF na may kapal na hanggang 16 mm; sa ibang mga kaso, ang pagbuo ng mga butas sa mga elemento ay dapat gawin sa pamamagitan ng pagbabarena. 1.2.15. Ang mga nominal na diameter ng butas para sa shear bolts ay dapat kunin bilang 1 mm na mas malaki kaysa sa nominal na diameter ng bolt shank. Ang mga paglihis ng diameter ng butas ay dapat nasa loob ng 0; +0.6 mm. ang diameter ng mga punched hole sa gilid ng matrix ay hindi dapat lumampas sa nominal na diameter ng higit sa 0.1 ng kapal ng elemento, ngunit hindi hihigit sa 1.5 mm. Kapag ang distansya ng disenyo mula sa axis ng butas hanggang sa gilid ng elemento ay mas mababa sa 1.5 ng diameter ng butas, ang mga butas ay dapat mabuo lamang sa pamamagitan ng pagbabarena. (Binagong edisyon, Paunawa Blg. 1) 1.2.16. Ang pinahihintulutang dimensional deviations sa pagitan ng mga butas ay dapat sumunod sa mga kinakailangan ng SNiP III-18-75. 1.2.17. Sa panloob na ibabaw ng metal sa kahabaan ng tabas ng butas ay dapat na walang mga luha at delamination ng metal. Ang mga burr kasama ang tabas ng mga butas sa gilid ng mamatay ay dapat alisin. 1.2.18. Ang pagpupulong ng mga welded na istruktura at mga pagtitipon ng mga suporta at panlabas na switchgear ay dapat isagawa sa mga jig ng pagpupulong, na tinitiyak ang kawalan ng pagbabago ng kanilang hugis at ligtas na trabaho. 1.2.19. Ang koneksyon ng mga bahagi sa panahon ng pagpupulong ng mga welded support assemblies ay dapat isagawa; 1) sa pamamagitan ng mga tacks; 2) gamit ang bolts. 1.2.20. Ang mga tack ay dapat ilagay sa mga lokasyon ng mga welds ayon sa teknolohiya ng tagagawa at isinasagawa gamit ang mga electrodes o welding wire na ginagamit para sa mga istruktura ng hinang. Ang proteksyon ng mga elemento ng suporta at panlabas na switchgear laban sa kaagnasan ay dapat isagawa sa pabrika sa anyo ng hot-dip galvanizing (pinapayagan ang aluminizing) o pintura na patong alinsunod sa mga kinakailangan ng mga gumaganang mga guhit at mga order. Ang kapal ng proteksiyon na patong ay dapat sumunod sa mga kinakailangan ng gumaganang mga guhit o SNiP 2.03.11-85 at GOST 9.307-89, depende sa antas ng pagiging agresibo ng kapaligiran. (Binagong edisyon, Paunawa Blg. 1)(Binagong edisyon, Abiso Blg. 2) Ang kalidad ng mga proteksiyon na katangian ng patong ay hindi lumala sa isang pagtaas sa kapal ng patong na labis sa nominal na halaga. Ang mga elemento ng suporta at panlabas na switchgear na gawa sa SPKS ay hindi nangangailangan ng proteksyon ng kaagnasan. Sa mga bolted na koneksyon, pinahihintulutan ang pakikipag-ugnay sa mga elemento ng istruktura na gawa sa bakal na grado VSt3, 09G2S, 14G2, 10G2S1, na protektado ng zinc o aluminum coating na may mga elementong gawa sa SPKS. 1.2.22. Ang mga bolt, nuts at washers na ginagamit para sa pag-assemble ng galvanized (aluminized) na mga istraktura ay dapat na yero. Ang kapal ng patong sa panahon ng hot-dip galvanizing ay dapat na hindi bababa sa 42 microns, na may galvanized - hindi bababa sa 12 microns. Ang mga fastener na walang proteksiyon na patong, maliban sa mga gawa sa SPKS, ay dapat isailalim sa konserbasyon alinsunod sa mga kinakailangan ng GOST 9.014-78. 1.2.23. Ang paghahanda ng mga ibabaw ng mga elemento at pagtitipon ng mga overhead na linya at ang mga portal ng panlabas na switchgear, pati na rin ang mga fastener para sa aplikasyon ng mga proteksiyon na coatings, ay dapat isagawa ayon sa teknolohiyang ipinapatupad sa tagagawa. 1.2.24. Ang buhay ng serbisyo ng mga overhead line support at open switchgear portal ay nakatakdang mula 30 hanggang 50 taon, zinc (aluminum) coating - mula 20 hanggang 30 taon, pintura at barnisan - mula 3 hanggang 5 taon, depende sa mga kondisyon ng lugar kung saan ginagamit ang mga istruktura.1.3. pagkakumpleto
1.3.1. Ang pagkakumpleto ng mga suporta at panlabas na switchgear ay tinutukoy ng teknikal na dokumentasyon ng proyekto at mga guhit SC.1.3.2. Ang mga stand para sa mga ito ay maaaring isama sa hanay ng mga suporta. Ang uri ng stand ay tinukoy kapag nag-order alinsunod sa teknikal na dokumentasyon ng proyekto. 1.3.3. Ang dokumentasyong naka-attach sa isang address para sa isang batch ng overhead line support o panlabas na switchgear portal ay dapat na binubuo ng: assembly drawing (KMD) - 2 kopya. listahan ng pagpili - 1 kopya. sertipiko - 1 kopya. Ang sertipiko ay dapat gawin alinsunod sa SNiP III -18-75.1.4. Pagmamarka
1.4.1. Ang lahat ng mga elemento at welded assembly unit at assemblies ng mga suporta at panlabas na switchgear ay dapat may assembly marking na binubuo ng mga naaangkop na character (alphabetic at numeric). Ang mga tatak ng mga elemento ay dapat na tumutugma sa mga nakasaad sa mga guhit ng KMD. 1.4.2. Ang pagmamarka ay dapat isagawa sa pamamagitan ng pagpilit sa mga pagpindot. Ang imprint ay dapat na malinaw, na may lalim na 0.6 hanggang 1.0 mm na may taas ng character na hindi bababa sa 10 mm. 1.4.3. Ang bawat pakete, kahon o welded structure (shipping element) ay dapat na nakakabit ng metal o iba pang tag na may transport marking o label na ginawa gamit ang electrographic method sa sulphate paper o tracing paper. Maaaring ilapat ang pagmamarka sa tag sa anumang paraan na nagsisiguro sa kaligtasan nito, ayon sa teknolohiya ng gumawa. Ang tag o label ay dapat maglaman ng: 1) ang tatak (uri, code) ng suporta o panlabas na switchgear; 2) numero ng pakete (tatak ng disenyo); 3) masa ng pakete, disenyo Pinapayagan na ilapat ang nilalaman ng pagmamarka sa mga pakete, mga kahon at mga elemento ng pagpapadala gamit ang isang stencil na may hindi matanggal na pintura. 1.4.4. Sa mga elemento ng pagpapadala at mga yunit ng pagpupulong ng mga suporta sa overhead na linya at mga panlabas na switchgear portal na hindi napapailalim sa galvanization (aluminization), sa mga welded galvanized (aluminized) na malalaking sukat na unit at mga sinturon mula sa sulok No. 20 pataas, pinapayagang mag-apply ng mounting mga marka na may magkakaibang indelible na pintura sa isang stencil. Ang taas ng mga palatandaan ay dapat na hindi bababa sa 30 mm. Pinapayagan din na ligtas na ikabit ang mga metal na tag na may mga mounting markings na ginawa sa pamamagitan ng pagpilit sa mga pagpindot sa malalaking sinturon. (Binagong edisyon, Paunawa Blg. 1)1.5. Package
1.5.1. Ang mga elemento ng mga suporta at panlabas na switchgear ay dapat na tipunin sa mga pakete. Ang pagsasalansan ng mga elemento ng suporta at panlabas na switchgear sa mga pakete, paraan ng packaging at mga paraan ng pangkabit ay dapat sumunod sa RD 34 12.057-90 at isagawa ayon sa listahan ng pagpili ng tagagawa. Ang masa ng pakete ay tinutukoy ayon sa teorya ayon sa mga listahan ng pagpili at hindi dapat lumampas sa 5 tonelada. Sa pamamagitan ng kasunduan sa customer, ang masa ng pakete ay maaaring higit sa 5 tonelada. (Binagong edisyon, Abiso Blg. 2) Ang mga metal na bahagi ng packaging ng mga bag na binuo mula sa galvanized o aluminyo elemento ay dapat na galvanized, aluminized o pininturahan. 1.5.2. Ang mga fastener (bolts, nuts, washers) ay dapat na nakaimpake sa masikip na mga kahon na gawa sa kahoy na ginawa ayon sa mga guhit ng pabrika alinsunod sa mga kinakailangan ng GOST 2991-85. Ang bigat ng kahon ay hindi dapat lumampas sa 80 kg. Sa pamamagitan ng kasunduan sa customer, ang mga fastener ay maaaring i-pack at ipadala sa mga kahon na tumitimbang ng higit sa 80 kg. Pinapayagan, sa kasunduan sa customer, na mag-pack at magpadala ng mga fastener at maliliit na item sa pagpapadala sa magagamit muli na mga lalagyan ng metal na ginawa alinsunod sa OST 14-43-80, sa mga lalagyan ng metal na ginawa mula sa mga basura sa produksyon ayon sa mga guhit ng tagagawa, pati na rin ang sa mga kahon, mula sa mga sinturon ng suporta o panlabas na switchgear na binuo sa isang pakete at ipinadala sa parehong linya. Ang mga fastener na nakaimpake sa mga kahon na gawa sa kahoy, magagamit muli na mga lalagyan, mga lalagyan, mga kahon o iba pang mga lalagyan ay dapat pagbukud-bukurin at hatiin ayon sa mga karaniwang sukat. Hindi dapat lumampas sa 1000 kg, 1.5.3 ang carrying capacity ng reusable packaging at container. Ang dokumentasyon ay ipinadala sa customer sa pamamagitan ng koreo.2. MGA TUNTUNIN SA PAGTANGGAP
2.1. Ang mga elemento, welded assemblies at assembly unit ng overhead line support at open switchgear portal ay dapat tanggapin ng quality control department ng manufacturer. 2.2. Sa pagtanggap, dapat suriin ng QCD ang: 1) mga materyales ayon sa mga sertipiko o gawa ng laboratoryo ng pabrika; 2) pagsunod ng mga bahagi at mga yunit ng pagpupulong sa mga kinakailangan ng mga guhit at mga pagtutukoy na ito; 3) pagkakaroon ng lahat ng mga bahagi, mga yunit ng pagpupulong alinsunod sa mga detalye, mga bahagi at mga listahan ng pagpapadala; 4) kalidad ng hinang na may pagsukat ng mga binti; 5) pagkakaroon ng dokumentasyong nakalakip sa mga istruktura. 6) ang kalidad ng proteksiyon na patong. (Binagong edisyon, Paunawa Blg. 1) 2.3. Bago mag-apply ng proteksiyon na patong sa halagang 2% ng lot, ang mga elemento ng mga suporta at panlabas na switchgear ay dapat na random na suriin para sa pagsunod sa kanilang haba, distansya sa pagitan ng matinding mga butas, pati na rin ang pagsunod sa mga sukat sa pagitan ng mga sentro ng katabing mga butas na may mga sukat ng disenyo. Matapos ilapat ang proteksiyon na patong, ang mga elemento ng mga suporta at switchgear, pati na rin ang mga fastener, ay dapat na sumailalim sa kontrol. hitsura, kapal ng patong at lakas ng pagdirikit sa base metal. Ang 100% ng mga elemento ng istruktura ay dapat na napapailalim sa kontrol ng hitsura ng patong. 2.4. Kung sa panahon ng inspeksyon ang mga hindi katanggap-tanggap na mga depekto sa mga welded joints ay napansin, ang mga may sira na seksyon ng mga welds ay dapat na alisin at muling hinangin sa isang kasunod na tseke. Ang pagwawasto ng isang may sira na lugar ay maaaring gawin nang hindi hihigit sa dalawang beses. 2.5. Ang mga suporta sa VL at mga bukas na switchgear portal ay dapat isailalim sa isang control assembly para sa pagsunod sa mga kinakailangan ng mga teknikal na detalyeng ito at gumaganang mga guhit. Maaaring isagawa ang control assembly sa pabrika at sa lugar ng pag-install (picket). Ang control assembly ay dapat na sumailalim sa isa sa bawat limampung ginawang suporta at hindi bababa sa isa mula sa bawat batch na mas mababa sa 50 mga PC. Pinapayagan na gumawa ng isang control assembly ng isang suporta mula sa isang batch ng higit sa 50 mga PC. sa kaganapan na ang mga elemento ng mga suporta ay ginawa sa parehong teknolohikal na kagamitan nang walang muling pagsasaayos. Ang pagpupulong ng suporta ay maaaring ganap na gawin o seksyon sa pamamagitan ng seksyon ng serial connection at pagtatanggal ng mga naka-check na seksyon o pagpupulong ng mga junction ng mga indibidwal na seksyon. Ang bawat unang suporta na ginawa ayon sa bago o naayos na mga konduktor o ayon sa dokumentasyon ng disenyo, kung saan ang mga pagbabago sa disenyo ay ginawa, ay dapat ding isailalim sa isang control assembly. Ang mga bukas na portal ng switchgear ay dapat isailalim sa control assembly gaya ng itinuro ng quality control department ng planta, anuman ang laki ng batch. Batay sa mga resulta ng control assembly, dapat gumawa ng isang kilos, na nilagdaan ng pamamahala ng manufacturing workshop, ng pinuno ng Quality Control Department at ng punong taga-disenyo. Sa panahon ng control assembly ng overhead line supports at open switchgear portals, ang mga interface ng kanilang mga elemento at junctions ng mga seksyon, ang mga sukat sa pagitan ng mga axes, ang pagkakahanay ng mga butas ng mga konektadong elemento, at ang pagkakaroon ng mounting markings ay dapat suriin. 2.7. Ang mamimili (customer) ay may karapatang tanggapin ang mga elemento at istruktura ng mga suporta at panlabas na switchgear, habang inilalapat ang mga tuntunin sa pagtanggap at mga pamamaraan ng kontrol na itinatag ng mga teknikal na detalyeng ito.3. MGA PARAAN NG PAGKONTROL
3.1. Ang kontrol sa kalidad at kamag-anak na posisyon ng mga mounting hole na ginawa sa diameter ng disenyo ay dapat isagawa sa isa sa mga sumusunod na paraan: (Binagong edisyon, Paunawa Blg. 1) 1) pagsuri gamit ang isang instrumento sa pagsukat; 2) pagsuri gamit ang mga espesyal na device o mga template ng kontrol; 3) visual na inspeksyon sa panahon ng control assemblies. (Binagong edisyon, Paunawa Blg. 1) 3.2. Ang mga diameter ng butas, cutoff, panganib, distansya sa pagitan ng mga katabing butas sa isang grupo ay maaaring suriin gamit ang mga calipers ayon sa GOST 166-89, mga pinuno ng metal ayon sa GOST 427-75. (Binago ang edisyon, Paunawa Blg. 2 ) Ang mga linear na sukat, ang distansya sa pagitan ng mga sentro ng mga grupo ng mga butas at sa pagitan ng mga katabing butas ay maaaring masuri gamit ang mga panukalang tape alinsunod sa GOST 7502 -89 klase 2 o sa mga pinuno ng metal. (Binagong edisyon, Abiso Blg. 2) 3.3. Ang kontrol sa kalidad ng mga welds ay dapat isagawa sa pamamagitan ng: 1) sistematikong pag-verify ng pagsunod sa proseso ng pagpupulong at hinang; 2) panlabas na pagsusuri ng 100% ng mga seams na may random na pagsusuri ng mga sukat ng mga binti na may mga cathetomer; 3) pagsasagawa ng mga mekanikal na pagsubok (sa kahilingan ng Quality Control Department). 3.4. Ang kontrol sa kalidad, kapal ng lakas ng pagdirikit sa base metal, proteksiyon na patong at mga pamamaraan ng kontrol ay dapat sumunod sa mga kinakailangan GOST 9.307-89, GOST 9.302-88 , OST 34-29-566-82, OST 34-29-582-82, TU 34-12-11166-87. (Binagong edisyon, Abiso Blg. 2)4. TRANSPORTA AT STORAGE
4.1. Ang transportasyon ng mga elemento ng suporta at panlabas na switchgear ay maaaring isagawa ng anumang paraan ng transportasyon bilang pagsunod sa itinatag na mga patakaran. 4.2. Ang pag-load, pag-fasten at transportasyon ng mga pakete o welded na mga seksyon ng mga suporta at panlabas na switchgear sa bukas na rolling stock ay dapat isagawa alinsunod sa Mga Panuntunan para sa pagdadala ng mga kalakal at ang mga teknikal na kondisyon para sa pagkarga at pag-secure ng mga kalakal na inaprubahan ng Ministry of Railways, na may buong paggamit ng kapasidad ng pagdadala ng mga bagon. Ang pag-load, pag-fasten at transportasyon ng mga pakete at mga seksyon sa transportasyon sa kalsada ay isinasagawa alinsunod sa Mga Panuntunan para sa pagkarga ng mga kalakal sa pamamagitan ng kalsada sa RSFSR, na inaprubahan ng Ministry of Road Transport ng RSFSR.4.3. Ang pag-load at pag-unload ng mga pakete at mga welded na seksyon ay dapat isagawa sa mga paraan na hindi kasama ang pinsala sa mga elemento at ang kanilang proteksiyon na patong. 4.4. Ang pag-iimbak ng mga pakete at mga welded na seksyon ay dapat isagawa sa mga lining. 4.5. Ang pag-iimbak at transportasyon ng mga pakete at mga welded na seksyon sa mga tuntunin ng epekto ng klimatiko na mga kadahilanan sa kapaligiran ay dapat sumunod sa GOST 15150-69, OZHZ group.5. GARANTIYA NG MANUFACTURER (SUPPLIER)
5.1. Ginagarantiyahan ng tagagawa ang pagsang-ayon ng mga suporta sa VL at mga bukas na switchgear portal sa mga kinakailangan ng mga teknikal na detalyeng ito, sa kondisyon na sinusunod ng mamimili ang mga patakaran ng operasyon, transportasyon at imbakan. 5.2. Ang panahon ng warranty ay nakatakda sa loob ng 2 taon mula sa petsa ng pagtanggap ng mga suportang BL at ang mga portal ng panlabas na switchgear ng consumer.APENDIKS
LISTAHAN ng mga dokumentong binanggit sa TU 34.12.10057-89
|
Pagtatalaga ng dokumento |
Pangalan |
GOST 9.014-76 | ESZKS. Pansamantalang anticorrosive na proteksyon ng mga produkto. Pangkalahatang mga kinakailangan | 1.2.22 | GOST 9.302-88 | ESZKS. Metallic at non-metallic inorganic coatings o Mga panuntunan sa pagtanggap at mga paraan ng pagkontrol | 3.4 | GOST 9.307-89 | ESZKS. Mainit na zinc coatings. Pangkalahatang mga kinakailangan at mga paraan ng kontrol | 3.4 | GOST 166-89 | Caliper. Mga pagtutukoy | 3.2 | GOST 427-75 | Mga tagapamahala ng pagsukat ng metal. Mga pagtutukoy | 3.2 | GOST 2246-70 | Wire steel welding. Mga pagtutukoy | 1.2.3 | GOST 2991-85 | Kahoy na hindi mapaghihiwalay na mga kahon para sa mga load na tumitimbang ng hanggang 500 kg. Pangkalahatang katangian | 1.5.2 | GOST 3640-79 | Sink. Mga pagtutukoy | 1.2.5 | GOST 5264-80 | Manu-manong arc welding. Ang mga koneksyon ay hinangin. Mga pangunahing uri ng mga elemento at sukat ng istruktura | 1.2.11 | GOST 5915-70 | Hexagon nuts ng katumpakan klase B. Disenyo at sukat | 1.2.4 | GOST 5927-70 | Hexagon nuts ng katumpakan klase A. Disenyo at mga sukat | 1.2.4 |
|
Pagtatalaga ng dokumento |
Pangalan |
Numero ng item ng detalye |
GOST 6402-70. | Mga tagapaghugas ng tagsibol. Mga pagtutukoy | 1.2.4 | GOST 6996-86 | Mga welded na koneksyon. Mga pamamaraan para sa pagtukoy ng mga mekanikal na katangian | 1.2.11 | GOST 7502-80 | Mga Roulette na may sukat na metal. Mga pagtutukoy | 3.2 | GOST 7796-70 | Pinababang hexagon head bolts, katumpakan klase B. Disenyo at mga sukat | 1.2.4 | GOST 7798-70 | Hexagon head bolts ng katumpakan klase B. Disenyo at mga sukat | 1.2.4 | GOST 7805-70 | Hexagon head bolts, katumpakan klase A. Disenyo at mga sukat | 1.2.4 | GOST 9466-75 | Coated metal electrodes para sa manu-manong arc welding ng steels at surfacing. Pag-uuri, sukat at pangkalahatang teknikal na kinakailangan. | 1.2.3 | GOST 9467-75 | Coated metal electrodes para sa manu-manong arc welding ng structural at heat-resistant steels. Mga uri | 1.2.3 | GOST 11069-74 | Pangunahing aluminyo. Mga selyo | 1.2.5 | GOST 11371-78 | Mga tagalaba. Mga pagtutukoy. | 1.2.4 | GOST 11534-75 | Manu-manong arc welding. Ang mga koneksyon ay hinangin sa acute at obtuse na anggulo. Mga pangunahing uri, elemento ng istruktura at sukat. | 1.2.11 | GOST 14771-76 | Arc welding sa shielding gas. Ang mga koneksyon ay hinangin. Mga pangunahing uri, elemento ng istruktura at sukat | 1.2.11 . |
|
Pagtatalaga ng dokumento |
Pangalan |
Numero ng item ng detalye |
| GOST 15150-69 | Mga makina, device at iba pang teknikal na produkto. Mga bersyon para sa iba't ibang klimatiko na rehiyon. Mga kategorya, kundisyon ng pagpapatakbo, imbakan at transportasyon sa mga tuntunin ng epekto ng mga salik sa kapaligiran ng klima. | |
| GOST 15526-70 | Hexagon nuts ng katumpakan klase C. Disenyo at sukat | |
| GOST 15589-70 | Hexagon head bolts ng katumpakan klase C. Disenyo at mga sukat | |
| GOST 15591-70 | Pinababang hexagon head bolts ng katumpakan klase C. Disenyo at mga sukat | |
| GOST 19281-89 | Pinagulong bakal ng tumaas na lakas. Pangkalahatang katangian | |
| GOST 23118-78 | Mga istruktura ng metal na gusali. Pangkalahatang katangian. | |
| TU 34 12.10413-89 | Ang mga bolt ay espesyal. | |
| OST 34-29-566-82 | Proteksiyon na patong ng mga fastener ng mga istrukturang bakal ng mga overhead power transmission lines (VL) at open switchgear (OSG) ng mga high-voltage na substation sa pamamagitan ng hot-dip galvanizing. Mga teknikal na kinakailangan. Mga panuntunan sa pagtanggap at mga paraan ng pagkontrol | |
| OST 34-29-582-82 | Proteksiyon na patong ng mga fastener ng mga istrukturang bakal ng mga overhead power transmission lines (VL) at open switchgear (OSG) ng mga high-voltage na substation sa pamamagitan ng hot-dip galvanizing. Mga teknikal na kinakailangan. Mga panuntunan sa pagtanggap at mga paraan ng pagkontrol |
|
Pagtatalaga ng dokumento |
Pangalan |
Numero ng item ng detalye |
| SNiP 2.03.11-85 | Mga code at regulasyon ng gusali Proteksyon ng mga istruktura ng gusali laban sa kaagnasan, |
1.2.11 , 1.2.5 , 1.2.2 3 |
| SNiP III-18-75 | Mga panuntunan para sa paggawa at pagtanggap ng trabaho. Mga konstruksyon ng metal |
1.1, 1.2.11 , 1.2.16, 1.3.3 |
| SNiP II-23-81 | Mga panuntunan para sa paggawa at pagtanggap ng trabaho. Mga konstruksyon ng metal | |
| TU 14-1-1217-75 | Low-alloy sheet steel grades 10HNDP at 10KhDP |
Panimula, 1.2.2 |
| TU 14-1-3665-83 | Welding wire brand Sv-08G2SDYu | |
| TU 14-1-4877-90 | upa |
Panimula, 1.2.2 |
| TU 14-1-4685-89 | Rolled sheet mula sa low-alloyed steel grade 12HGDAF. |
Panimula, 1.2.2 |
| TU 14-4-804-77 | Mga electrodes ng tatak ng OZC-I8 | |
| TU 14-4-1059-80 | Cored wire PP-AN8 | |
| TU 14-4-1117-8 I | Cored wire PP-AN22 | |
| TU 14-4-1386-86 | Bolts ng espesyal na katumpakan klase B | |
| TU 34 12.11166-87 | Mga istrukturang elemento ng mga poste ng bakal ng mga overhead power transmission lines (OL) at open switchgears (ORG) ng mga substation na may mataas na boltahe na may protective coating na inilapat ng mainit na aluminizing | |
| TU 36-2528-83 | Cored wire PPV-5K | GOST 4.332-85 Sistema ng mga tagapagpahiwatig ng kalidad ng produkto. Mga sasakyang panlaban sa sunog. Nomenclature ng mga indicator
Pinapayuhan ka naming basahin
 Mga sikolohikal na katangian ng mga bata sa pagdadalaga
Mga sikolohikal na katangian ng mga bata sa pagdadalaga Paglipat ng bata sa ibang paaralan - ang pamamaraan at mga kinakailangang dokumento Kung ililipat ang isang bata sa ibang paaralan
Paglipat ng bata sa ibang paaralan - ang pamamaraan at mga kinakailangang dokumento Kung ililipat ang isang bata sa ibang paaralan, diagnosis, paggamot Paggamot ng urogenital chlamydia") Chlamydia urogenital - paglalarawan, sanhi, sintomas (signs), diagnosis, paggamot Paggamot ng urogenital chlamydia
Chlamydia urogenital - paglalarawan, sanhi, sintomas (signs), diagnosis, paggamot Paggamot ng urogenital chlamydia Ang mga benepisyo at kahalagahan ng hydroamino acid threonine para sa katawan ng tao L threonine ano
Ang mga benepisyo at kahalagahan ng hydroamino acid threonine para sa katawan ng tao L threonine ano

