Pahina 1 ng 4
Paghahanda sa pag-mount.
Para sa bawat site ng konstruksiyon, ang mga pagtatantya ng disenyo ay binuo, alinsunod sa kung saan ang gawaing pagtatayo ay isinasagawa sa pag-install ng teknolohikal, sanitary, de-koryenteng kagamitan, automation, komunikasyon, atbp.
Ang mga gumaganang guhit para sa pagtatayo ng mga pang-industriya na negosyo ay binubuo ng mga hanay ng mga arkitektura, konstruksiyon, sanitary, elektrikal at teknolohikal na mga guhit.
Ang isang set ng mga electrical working drawings ay naglalaman ng dokumentasyong kinakailangan para sa pag-install ng panlabas at panloob na mga de-koryenteng network, substation at iba pang power supply device, power at lighting electrical equipment. Sa pagtanggap dokumentasyon ng pagtatrabaho bago ang paggawa ng trabaho, ipinag-uutos na suriin na isinasaalang-alang ang mga kinakailangan ng industriyalisasyon ng pag-install ng mga de-koryenteng aparato, pati na rin ang mekanisasyon ng trabaho sa pagtula ng mga cable, rigging ng mga yunit at bloke ng mga de-koryenteng kagamitan at ang kanilang pag-install .
Direkta sa site ng pag-install ng mga kagamitan at pagtula ng mga de-koryenteng network sa mga workshop, mga gusali (sa lugar ng pag-install), ang gawaing pag-install ay dapat mabawasan sa pag-install ng malalaking bloke ng mga de-koryenteng aparato, ang pagpupulong ng kanilang mga node at ang pagtula ng mga network.
Alinsunod dito, ang mga gumaganang guhit ay nakumpleto ayon sa kanilang layunin: para sa trabaho sa pagkuha, ibig sabihin, para sa pag-order ng mga bloke at pagtitipon sa mga negosyo o sa mga planta ng pagpupulong, mga organisasyon ng pagpupulong at sa mga workshop ng mga electrical assembly blanks (MEZ), at para sa pag-install ng mga de-koryenteng aparato sa isang lugar ng silid ng pagpupulong.
Ang mga proyekto ay nagbibigay ng maximum na pagbubukod ng pagsuntok sa lugar ng pag-install.
Para sa pag-install ng power electrical equipment, ang mga floor plan ng mga gusali at workshop ay binuo na may indikasyon at koordinasyon ng mga ruta para sa pagtula ng supply at distribution power network at paglalagay ng mga bus duct, power supply point at cabinet, electrical receiver at ballast. Para sa pag-install ng electric lighting, ang mga floor plan ng mga gusali at workshop ay ginaganap na may indikasyon at koordinasyon ng supply at group lighting network, lamp, point at shield sa kanila.
Bumuo ng mga basic at design diagram ng power at lighting equipment.
Sinusuri nila ang pagkakaroon ng mga guhit o sketch para sa mga mounting unit at bloke (busbars, grounding, lighting, atbp.), At sa kawalan ng mga ito, ang posibilidad ng pagpapangkat ng magkakaibang mga aparato at produkto sa pinalaki na mga bloke. Gumagawa sila ng mga sketch para sa kanilang pagpupulong sa mga workshop, pinapalitan ang mga produkto, disenyo at bahagi ng indibidwal na pagpapatupad na pinagtibay sa proyekto ng pinag-isang gawa sa pabrika.
Sa ilang mga kaso, ang paraan ng pag-install ng mga de-koryenteng network at ang uri ng mga de-koryenteng mga kable na ibinigay para sa proyekto ay pinalitan, halimbawa, sa halip na ilagay ang AVRG brand cable nang direkta sa kahabaan ng mga dingding, ang mga cable wiring ay ginagamit upang maipaliwanag ang control corridor.
Pag-install ng mga overhead na linya ng kuryente na may boltahe na 0.4-35 kV.
Kapag nagdidisenyo ng isang linya, tukuyin muna ang ruta (ang ruta ay isang strip ng ibabaw ng mundo kung saan dumadaan ang isang overhead line) sa mapa, sinusubukang piliin ang direksyon nito nang tuwid hangga't maaari, ngunit sa parehong oras ay iniiwasan ang paglalagay ng isang linya sa kagubatan, sa pamamagitan ng mga latian at iba pang hindi maginhawang lugar, pati na rin ang mga hindi kinakailangang pagtawid sa iba pang mga linya, kalsada at iba pang mga hadlang. mga linya mataas na boltahe, maliban sa kaso ng kanilang magkasanib na suspensyon na may mababang boltahe na mga linya, ay hindi dapat ilagay sa mga populated na lugar. Kapag pumipili ng isang ruta, ang pagkakaroon ng mga kalsada sa agarang paligid nito ay ibinibigay para sa kadalian ng pag-install at pagpapanatili ng hinaharap na overhead na linya. Ang panghuling direksyon ng ruta ng linya ay pinipili kapag sinusuri ang lugar.
Kapag pumasa sa isang overhead na linya na may boltahe na higit sa 1 kV, ang isang clearing ay pinutol sa kagubatan. Clearing width para sa mga overhead na linya na may boltahe hanggang 35 kV kasama sa taas ng kagubatan H < 4 м должна быть не менее чем D+ 6 m, at sa taas ng kagubatan H> 4 m - hindi bababa sa D+ 2H, saan D- distansya sa pagitan ng matinding mga wire ng linya, m. Sa taas ng kagubatan H < 4 м деревья, растущие на краю просеки, необходимо вырубить, если их высота больше высоты основного лесного массива. Для воздушных линий напряжением до 1 кВ просеку в лесу вырубать не нужно. При этом вертикальные и горизонтальные расстояния от проводов до вершин деревьев, кустов и прочей растительности должны быть не менее 1 м.
Fig.2.1. Hukay para sa pag-install ng isang solong-column na suporta.
Ang pinakamatagal na bahagi ng pagtatayo ng mga linya sa itaas ay ang mga gawaing lupa. Larawan 2.1. ay nagpapakita ng isang hukay para sa isang solong haligi na suporta, na hinukay sa pamamagitan ng kamay (ibinibigay ang mga sukat sa metro). Para sa kaginhawahan sa panahon ng trabaho at upang mapadali ang kasunod na pag-install ng suporta, ito ay hinukay sa mga ledge. Sa mga tuwid na seksyon, ang mga hukay ay hinukay sa kahabaan ng linya. Para sa mga suporta sa sulok, naghuhukay sila upang ang hindi nagalaw na pader ay nasa gilid ng mga wire. Ang isang malaking bato ay inilalagay sa ilalim, at sa kaso ng mahinang lupa, ang ilalim ay pinalakas ng ilang mga bato. Para sa mga kumplikadong suporta, ang mga hukay ay hinuhukay sa parehong paraan tulad ng para sa isang solong haligi. Kung ang isang kumplikadong suporta ay walang mga screed sa ilalim ng lupa, kung gayon ang isang hiwalay na hukay ay inihanda para sa bawat isa sa mga binti nito. kahoy na suporta dinadala sila sa ruta at inilalagay malapit sa mga hukay na hukay.
Ang mga kawit o pin na may mga insulator ay preliminarily na naayos sa mga suporta. Ang sinulid na kable o abaka na pinapagbinhi ng minium na hinaluan ng langis na pantuyo ay itinadikit sa mga kawit o mga pin. Para sa mga layuning ito, ginagamit din ang mga takip ng plastik.
Ang mga kawit na may mga insulator na nakakabit sa mga ito ay inilalagay sa poste ng suporta. Upang gawin ito, ang mga butas ay drilled sa suporta na may isang drill, kung saan ang mga kawit ay screwed na may isang espesyal na key. Ang mga insulator sa mga pin ay naka-mount sa mga traverse, kung saan ang mga pin ay nakakabit sa mga mani.
Kapag nagtatayo ng mga indibidwal na linya ng maikling haba, ang gawain ay isinasagawa nang manu-mano. Ang lahat ng mga linya na may malaking haba ay itinayo gamit ang mga mekanismo.
Ang mga suportang single-column ay manu-manong naka-install - na may mga kawit at sipit, ng isang pangkat ng 6 ... 7 manggagawa o gumagamit ng iba't ibang kagamitan (traktor, kreyn, kotse o crane drilling machine). Ang mabibigat at kumplikadong mga suporta ay naka-install na may isang nakapirming boom sa anyo ng isang haligi na halos 10 m ang haba.Ang nakakataas na cable ay hinila ng isang traktor o isang winch. Maaari ka ring gumamit ng "falling boom", iyon ay, isang palo na itinataas kasama ang suporta na naka-install.
Ang tamang pag-install ng mga nakataas na suporta ay sinuri ng isang linya ng tubo, pati na rin sa kahabaan ng axis ng linya. Ang mga na-verify na suporta ay naayos sa hukay na may lupa na kinuha mula dito. Ang lupa ay natatakpan ng mga layer na 150 ... 200 mm ang kapal. Ang bawat layer ay maingat na siksik.
Pagkatapos mag-install ng mga suporta sa ilalim ng mga ito sa kahabaan ng ruta, ang mga linya ay naglalabas ng mga wire, na kadalasang inihahatid sa mga reel. Ang mga ito ay pinagsama sa mga nakataas na drum upang maiwasan ang pag-twist ng wire at pagbuo ng mga loop.
Posibleng ikonekta ang mga wire sa isang span na may twist lamang sa mga linya na may boltahe na hanggang 1 kV. Sa ibang mga kaso, ang mga wire ay konektado sa mga oval crimp connectors. Ang mga wire na konektado ay ipinasok sa hugis-itlog na manggas-konektor at pinaikot 3.5 ... 4 na beses, o may mga espesyal na sipit sa manggas, ang mga notch ay ginawa sa isang pattern ng checkerboard. 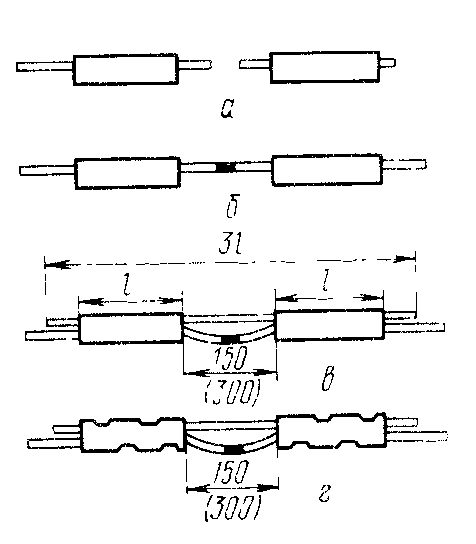
Fig.2.2. Koneksyon ng mga wire na aluminyo at bakal-aluminyo sa pamamagitan ng thermal welding: a) naghanda na mga dulo ng wire; b) ang mga dulo ng mga wire pagkatapos ng hinang; c) sa mga konektor ang isang shunt ay ipinasok mula sa isang piraso ng kawad; d) wire at shunt pagkatapos crimping mga konektor.
Ang mga aluminyo at bakal-aluminyo na mga wire ay konektado din sa pamamagitan ng thermite welding. Pagkatapos, sa tulong ng mga konektor, ang isang shunt ay pinalakas mula sa isang wire ng parehong tatak (Larawan 2.2) upang mai-unload ang welding site mula sa mekanikal na stress. Isinasagawa ang welding gamit ang mga thermite cartridge na sinindihan ng mga espesyal na thermite match.
Ang mga koneksyon sa wire ay dapat magkaroon ng mekanikal na lakas ng hindi bababa sa 90% ng lakas ng buong wire. Ang mga punto ng koneksyon ng mga wire ay protektado mula sa kahalumigmigan. Upang gawin ito, ang mga dulo ng mga konektor ay pininturahan ng pulang tingga. Hindi pinapayagan ang pag-splice ng mga wire sa isang span na tumatawid sa ibang mga linya.
Ang mga wire na inilabas sa lupa ay itinataas sa mga suporta na may mga poste o mga lubid, kung saan ang tagapaglapat ay umaakyat sa suporta. Ang mga nakataas na wire ay inilalagay sa mga kawit ng mga insulator o sa mga espesyal na mounting roller. Pagkatapos nito, ang mga wire ay naayos sa isa sa mga suporta ng anchor at hinila sa buong span ng anchor.
Ang mga wire ng mababang boltahe na linya ay manu-manong hinila - na may chain hoist, mataas na boltahe na linya na may malalaking span - na may traktor o winch. mga wire ng aluminyo sa parehong oras, sila ay naka-clamp sa isang espesyal na kahoy na clamp, at ang bakal at tanso ay nakuha gamit ang mga metal wedge clamp.
Ang sag ng mga wire ay nakatakda alinsunod sa mounting table depende sa temperatura ng hangin o tinutukoy ng puwersa kung saan hinila ang wire. Ang puwersa ay sinusukat sa pamamagitan ng dynamometer na nakakabit sa wire. Natutukoy ang sag sa pamamagitan ng pagtingin mula sa isang suporta patungo sa isa pa. Upang gawin ito, ang mga riles na may mga dibisyon ay pinalakas sa dalawang katabing suporta. Ang isang installer ay umaakyat sa isa sa mga suporta. Sa kanyang utos, ang pag-igting ng wire ay huminto kapag ang sag ay umabot sa isang paunang natukoy na halaga.
Sa mga linya sa itaas mababang boltahe, kung pareho. Ang mga wire ng iba't ibang mga seksyon ay naayos sa parehong suporta, ang sag ng lahat ng mga wire ay ginawang pareho.
Kapag ang wire ay mahigpit, ito ay nakakabit sa panghuling suporta sa anchor, at pagkatapos ay sa mga insulator ng lahat ng mga intermediate na suporta. Ang mga wire ay nakakabit sa mga insulator ng pin na may mga espesyal na clamp o wire - malapot (Larawan 2.3).
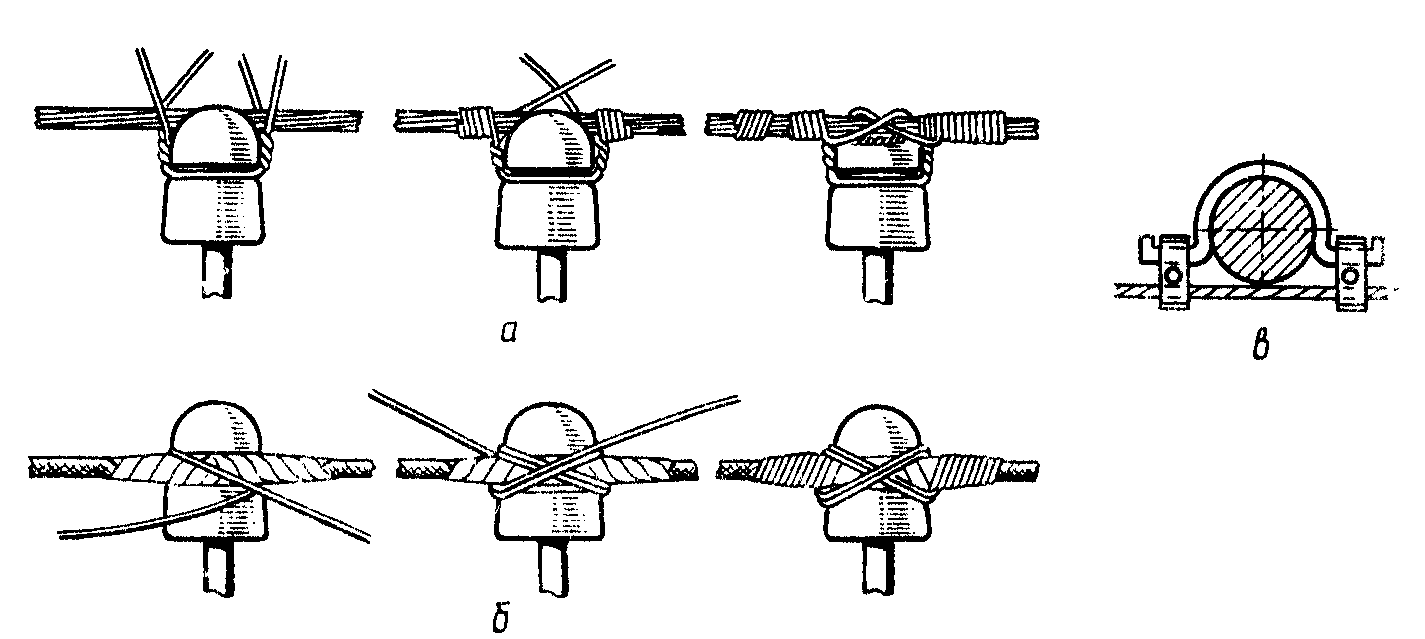
Fig.2.3. Pag-fasten ng wire sa mga insulator ng pin sa intermediate na suporta:
a) wire sa ulo ng insulator; b) wire sa leeg ng insulator; c) i-clamp sa leeg ng insulator.
Ang aluminum wire ay nakatali sa insulator na may aluminum wire, ang steel wire ay nakatali sa malambot na galvanized steel wire na may diameter na 3.5 mm at 2.0 ... 2.7 mm, ayon sa pagkakabanggit.
Sa mga insulator ng pin, ang mga wire ay nakakabit sa leeg o ulo ng insulator. Sa mga suporta sa sulok, ang mga wire ay nakakabit lamang sa leeg ng insulator. Ginagamit din ang mga clamp. Sa mga garland ng mga insulator ng suspensyon, ang mga wire ay naayos lamang sa mga clamp. Upang protektahan ang panlabas na ibabaw ng aluminyo at bakal-aluminyo na mga wire, sila ay nakabalot sa aluminum tape na 1 mm ang kapal.
Kapag naglalagay ng mga wire sa mga kawit, tinali ang mga ito sa mga insulator, pag-install ng mga parol ilaw sa kalsada gumamit ng lifting tower na gawa sa ilang mga tubo na may iba't ibang diameter. Sa nakatago na posisyon, ang mga tubo ay pumapasok sa isa't isa, kaya ang tore ay tinatawag na teleskopiko. Sa posisyon ng pagtatrabaho, naka-install ito nang patayo at itinulak ng makina ng kotse. Dalawang fitters ang nakatayo sa isang platform na may mga mesh na pader at tumaas sa taas na hanggang 26 m.
Para sa pag-angat sa taas na hanggang 20 m, ginagamit din ang mga hydraulic lift sa mga kotse. Ang hydraulic lift ay binubuo ng umiikot na turret tower at dalawang tubular elbows, sa dulo nito ay may dalawang duyan para sa mga fitters. Ang tore ay pinaikot at ang mga tuhod ay naka-set sa working motion sa tulong ng mga hydraulic cylinder. Remote control mula sa lupa at mula sa elevator cradle. Dahil dito, pati na rin ang malaking outreach ng mga duyan mula sa isang parking lot, posible na isagawa ang lahat ng riding work sa isang suporta kapag nag-install ng mga overhead na linya na may boltahe na hanggang 35 kV.
1.doc
1. Paghahanda ng pag-install. 2
2. Pag-install ng mga overhead na linya ng kuryente na may boltahe na 0.4-35 kV. 3
3. Pag-install ng mga power at control cable. 7
4. Pag-install ng mga grounding device. sampu
4.1 Pag-install ng mga natural na kagamitan sa saligan. sampu
4.2 Pag-install ng mga artipisyal na kagamitan sa saligan. labing-isa
4.3 Pag-install ng grounding at zero mga konduktor ng proteksyon. 13
Panitikan 18
- ^
Paghahanda sa pag-mount.
Para sa bawat site ng konstruksiyon, ang mga pagtatantya ng disenyo ay binuo, alinsunod sa kung saan ang gawaing pagtatayo ay isinasagawa sa pag-install ng teknolohikal, sanitary, de-koryenteng kagamitan, automation, komunikasyon, atbp.
Ang mga gumaganang guhit para sa pagtatayo ng mga pang-industriya na negosyo ay binubuo ng mga hanay ng mga arkitektura, konstruksiyon, sanitary, elektrikal at teknolohikal na mga guhit.
Ang isang set ng mga electrical working drawings ay naglalaman ng dokumentasyong kinakailangan para sa pag-install ng panlabas at panloob na mga de-koryenteng network, substation at iba pang power supply device, power at lighting electrical equipment. Kapag tumatanggap ng dokumentasyon ng pagtatrabaho para sa paggawa ng trabaho, ipinag-uutos na suriin na isinasaalang-alang ang mga kinakailangan ng industriyalisasyon ng pag-install ng mga de-koryenteng aparato, pati na rin ang mekanisasyon ng trabaho sa pagtula ng mga cable, rigging ng mga yunit at mga bloke ng elektrikal. kagamitan at ang kanilang pag-install.
Direkta sa site ng pag-install ng mga kagamitan at pagtula ng mga de-koryenteng network sa mga workshop, mga gusali (sa lugar ng pag-install), ang gawaing pag-install ay dapat mabawasan sa pag-install ng malalaking bloke ng mga de-koryenteng aparato, ang pagpupulong ng kanilang mga node at ang pagtula ng mga network.
Alinsunod dito, ang mga gumaganang guhit ay nakumpleto ayon sa kanilang layunin: para sa trabaho sa pagkuha, ibig sabihin, para sa pag-order ng mga bloke at pagtitipon sa mga negosyo o sa mga planta ng pagpupulong, mga organisasyon ng pagpupulong at sa mga workshop ng mga electrical assembly blanks (MEZ), at para sa pag-install ng mga de-koryenteng aparato sa isang lugar ng silid ng pagpupulong.
Ang mga proyekto ay nagbibigay ng maximum na pagbubukod ng pagsuntok sa lugar ng pag-install.
Para sa pag-install ng mga power electrical equipment, ang mga floor plan ng mga gusali at workshop ay binuo na may indikasyon at koordinasyon ng mga ruta para sa pagtula ng supply at distribution power network at paglalagay ng mga bus duct, power supply point at cabinet, electrical receiver at ballast. Para sa pag-install ng electric lighting, ang mga floor plan ng mga gusali at workshop ay ginaganap na may indikasyon at koordinasyon ng supply at group lighting network, lamp, point at shield sa kanila.
Bumuo ng mga pangunahing at disenyo ng mga diagram ng kapangyarihan at kagamitan sa pag-iilaw.
Sinusuri nila ang pagkakaroon ng mga guhit o sketch para sa mga mounting unit at block (busbars, grounding, lighting, atbp.), At sa kawalan ng mga ito, ang posibilidad ng pagpapangkat ng magkakaibang mga aparato at produkto sa pinalaki na mga bloke. Gumagawa sila ng mga sketch para sa kanilang pagpupulong sa mga workshop, pinapalitan ang mga produkto, disenyo at bahagi ng indibidwal na pagpapatupad na pinagtibay sa proyekto ng pinag-isang gawa sa pabrika.
Sa ilang mga kaso, ang paraan ng pag-install ng mga de-koryenteng network at ang uri ng mga de-koryenteng mga kable na ibinigay para sa proyekto ay pinalitan, halimbawa, sa halip na ilagay ang AVRG brand cable nang direkta sa mga dingding, ang mga cable wiring ay ginagamit upang maipaliwanag ang control corridor.
- ^
Pag-install ng mga overhead na linya ng kuryente na may boltahe na 0.4-35 kV.
Kapag nagdidisenyo ng isang linya, tukuyin muna ang ruta (ang ruta ay isang strip ng ibabaw ng mundo kung saan dumadaan ang isang overhead line) sa mapa, sinusubukang piliin ang direksyon nito nang tuwid hangga't maaari, ngunit sa parehong oras ay iniiwasan ang paglalagay ng isang linya sa kagubatan, sa pamamagitan ng mga latian at iba pang hindi maginhawang lugar, pati na rin ang mga hindi kinakailangang pagtawid sa iba pang mga linya, kalsada at iba pang mga hadlang. Ang mga linya ng mataas na boltahe, maliban sa kaso ng kanilang magkasanib na suspensyon na may mababang linya ng boltahe, ay hindi dapat ilagay sa mga lugar na may populasyon. Kapag pumipili ng isang ruta, ang pagkakaroon ng mga kalsada sa agarang paligid nito ay ibinibigay para sa kadalian ng pag-install at pagpapanatili ng hinaharap na overhead na linya. Ang panghuling direksyon ng ruta ng linya ay pinipili kapag sinusuri ang lugar.
Kapag pumasa sa isang overhead na linya na may boltahe na higit sa 1 kV, ang isang clearing ay pinutol sa kagubatan. Clearing width para sa mga overhead na linya na may boltahe hanggang 35 kV kasama sa taas ng kagubatan H < 4 м должна быть не менее чем D 6 m, at sa taas ng kagubatan H> 4 m - hindi bababa sa D 2H, saan D- distansya sa pagitan ng matinding mga wire ng linya, m. Sa taas ng kagubatan H < 4 м деревья, растущие на краю просеки, необходимо вырубить, если их высота больше высоты основного лесного массива. Для воздушных линий напряжением до 1 кВ просеку в лесу вырубать не нужно. При этом вертикальные и горизонтальные расстояния от проводов до вершин деревьев, кустов и прочей растительности должны быть не менее 1 м.
H
Fig.2.1. Hukay para sa pag-install ng isang solong-column na suporta.
Ang pinakamatagal na bahagi ng pagtatayo ng mga linya sa itaas ay ang mga gawaing lupa. Larawan 2.1. ay nagpapakita ng isang hukay para sa isang solong haligi na suporta, na hinukay sa pamamagitan ng kamay (ibinibigay ang mga sukat sa metro). Para sa kaginhawahan sa panahon ng trabaho at upang mapadali ang kasunod na pag-install ng suporta, ito ay hinukay sa mga ledge. Sa mga tuwid na seksyon, ang mga hukay ay hinukay sa kahabaan ng linya. Para sa mga suporta sa sulok, naghuhukay sila upang ang hindi nagalaw na pader ay nasa gilid ng mga wire. Ang isang malaking bato ay inilalagay sa ilalim, at sa kaso ng mahinang lupa, ang ilalim ay pinalakas ng ilang mga bato. Para sa mga kumplikadong suporta, ang mga hukay ay hinuhukay sa parehong paraan tulad ng para sa isang solong haligi. Kung ang isang kumplikadong suporta ay walang mga screed sa ilalim ng lupa, kung gayon ang isang hiwalay na hukay ay inihanda para sa bawat isa sa mga binti nito. Ang mga kahoy na suporta ay dinadala sa ruta at inilalagay malapit sa mga hukay na hinukay.
Ang mga kawit o pin na may mga insulator ay preliminarily na naayos sa mga suporta. Ang sinulid na kable o abaka na pinapagbinhi ng minium na hinaluan ng langis na pantuyo ay itinadikit sa mga kawit o mga pin. Para sa mga layuning ito, ginagamit din ang mga takip ng plastik.
Ang mga kawit na may mga insulator na nakakabit sa mga ito ay inilalagay sa poste ng suporta. Upang gawin ito, ang mga butas ay drilled sa suporta na may isang drill, kung saan ang mga kawit ay screwed na may isang espesyal na key. Ang mga insulator sa mga pin ay naka-mount sa mga traverse, kung saan ang mga pin ay nakakabit sa mga mani.
Kapag nagtatayo ng mga indibidwal na linya ng maikling haba, ang gawain ay isinasagawa nang manu-mano. Ang lahat ng mga linya na may malaking haba ay itinayo gamit ang mga mekanismo.
Ang mga suportang single-column ay manu-manong naka-install - na may mga kawit at sipit, ng isang pangkat ng 6 ... 7 manggagawa o gumagamit ng iba't ibang kagamitan (traktor, kreyn, kotse o crane drilling machine). Ang mabibigat at kumplikadong mga suporta ay naka-install na may isang nakapirming boom sa anyo ng isang haligi na halos 10 m ang haba.Ang nakakataas na cable ay hinila ng isang traktor o isang winch. Maaari ka ring gumamit ng "falling boom", iyon ay, isang palo na itinataas kasama ang suporta na naka-install.
Ang tamang pag-install ng mga nakataas na suporta ay sinuri ng isang linya ng tubo, pati na rin sa kahabaan ng axis ng linya. Ang mga na-verify na suporta ay naayos sa hukay na may lupa na kinuha mula dito. Ang lupa ay natatakpan ng mga layer na 150 ... 200 mm ang kapal. Ang bawat layer ay maingat na siksik.
Pagkatapos mag-install ng mga suporta sa ilalim ng mga ito sa kahabaan ng ruta, ang mga linya ay naglalabas ng mga wire, na kadalasang inihahatid sa mga reel. Ang mga ito ay pinagsama sa mga nakataas na drum upang maiwasan ang pag-twist ng wire at pagbuo ng mga loop.
MULA SA posible na ikonekta ang mga wire sa isang span sa pamamagitan ng pag-twist lamang sa mga linya na may boltahe na hanggang 1 kV. Sa ibang mga kaso, ang mga wire ay konektado sa mga oval crimp connectors. Ang mga wire na konektado ay ipinasok sa hugis-itlog na manggas-konektor at pinaikot 3.5 ... 4 na beses, o may mga espesyal na sipit sa manggas, ang mga notch ay ginawa sa isang pattern ng checkerboard.
PERO
Fig.2.2. Koneksyon ng mga wire na aluminyo at bakal-aluminyo sa pamamagitan ng thermal welding: a) naghanda na mga dulo ng wire; b) ang mga dulo ng mga wire pagkatapos ng hinang; c) sa mga konektor ang isang shunt ay ipinasok mula sa isang piraso ng kawad; d) wire at shunt pagkatapos crimping mga konektor.
Ang mga wire ng aluminyo at bakal-aluminyo ay konektado din sa pamamagitan ng thermite welding. Pagkatapos, sa tulong ng mga konektor, ang isang shunt ay pinalakas mula sa isang wire ng parehong tatak (Larawan 2.2) upang mai-unload ang welding site mula sa mekanikal na stress. Isinasagawa ang welding gamit ang mga thermite cartridge na sinindihan ng mga espesyal na thermite match.
Ang mga koneksyon sa wire ay dapat magkaroon ng mekanikal na lakas ng hindi bababa sa 90% ng lakas ng buong wire. Ang mga punto ng koneksyon ng mga wire ay protektado mula sa kahalumigmigan. Upang gawin ito, ang mga dulo ng mga konektor ay pininturahan ng pulang tingga. Hindi pinapayagan ang pag-splice ng mga wire sa isang span na tumatawid sa ibang mga linya.
Ang mga wire na inilabas sa lupa ay itinataas sa mga suporta na may mga poste o mga lubid, kung saan ang tagapaglapat ay umaakyat sa suporta. Ang mga nakataas na wire ay inilalagay sa mga kawit ng mga insulator o sa mga espesyal na mounting roller. Pagkatapos nito, ang mga wire ay naayos sa isa sa mga suporta ng anchor at hinila sa buong span ng anchor.
Ang mga wire ng mababang boltahe na linya ay manu-manong hinila - na may chain hoist, mataas na boltahe na linya na may malalaking span - na may traktor o winch. Kasabay nito, ang mga aluminyo na wire ay naka-clamp sa isang espesyal na kahoy na clamp, at ang bakal at tanso na mga wire ay nakuha gamit ang mga metal wedge clamp.
Ang sag ng mga wire ay nakatakda alinsunod sa mounting table depende sa temperatura ng hangin o tinutukoy ng puwersa kung saan hinila ang wire. Ang puwersa ay sinusukat sa pamamagitan ng dynamometer na nakakabit sa wire. Natutukoy ang sag sa pamamagitan ng pagtingin mula sa isang suporta patungo sa isa pa. Upang gawin ito, ang mga riles na may mga dibisyon ay pinalakas sa dalawang katabing suporta. Ang isang installer ay umaakyat sa isa sa mga suporta. Sa kanyang utos, ang pag-igting ng wire ay huminto kapag ang sag ay umabot sa isang paunang natukoy na halaga.
Sa mababang boltahe na mga linya ng overhead, kung sa parehong isa. Ang mga wire ng iba't ibang mga seksyon ay naayos sa parehong suporta, ang sag ng lahat ng mga wire ay ginawang pareho.
Kapag ang wire ay mahigpit, ito ay nakakabit sa panghuling suporta sa anchor, at pagkatapos ay sa mga insulator ng lahat ng mga intermediate na suporta. Ang mga wire ay nakakabit sa mga insulator ng pin na may mga espesyal na clamp o wire - malapot (Larawan 2.3).
Fig.2.3. Pag-fasten ng wire sa mga insulator ng pin sa intermediate na suporta:
a) wire sa ulo ng insulator; b) wire sa leeg ng insulator; c) i-clamp sa leeg ng insulator.
Ang aluminum wire ay nakatali sa insulator na may aluminum wire, ang steel wire ay nakatali sa malambot na galvanized steel wire na may diameter na 3.5 mm at 2.0 ... 2.7 mm, ayon sa pagkakabanggit.
Sa mga insulator ng pin, ang mga wire ay nakakabit sa leeg o ulo ng insulator. Sa mga suporta sa sulok, ang mga wire ay nakakabit lamang sa leeg ng insulator. Ginagamit din ang mga clamp. Sa mga garland ng mga insulator ng suspensyon, ang mga wire ay naayos lamang sa mga clamp. Upang protektahan ang panlabas na ibabaw ng aluminyo at bakal-aluminyo na mga wire, sila ay nakabalot sa aluminum tape na 1 mm ang kapal.
Kapag naglalagay ng mga wire sa mga kawit, tinali ang mga ito sa mga insulator, pag-install ng mga lamp sa pag-iilaw sa kalye, gumagamit sila ng lifting tower na gawa sa ilang mga tubo ng iba't ibang mga diameters. Sa nakatago na posisyon, ang mga tubo ay pumapasok sa isa't isa, kaya ang tore ay tinatawag na teleskopiko. Sa posisyon ng pagtatrabaho, naka-install ito nang patayo at itinulak ng makina ng kotse. Dalawang fitters ang nakatayo sa isang platform na may mga mesh na pader at tumaas sa taas na hanggang 26 m.
Para sa pag-angat sa taas na hanggang 20 m, ginagamit din ang mga hydraulic lift sa mga kotse. Ang hydraulic lift ay binubuo ng umiikot na turret tower at dalawang tubular elbows, sa dulo nito ay may dalawang duyan para sa mga fitters. Ang tore ay pinaikot at ang mga tuhod ay naka-set sa working motion sa tulong ng mga hydraulic cylinder. Remote control mula sa lupa at mula sa elevator cradle. Dahil dito, pati na rin ang malaking outreach ng mga duyan mula sa isang parking lot, posible na isagawa ang lahat ng riding work sa isang suporta kapag nag-install ng mga overhead na linya na may boltahe na hanggang 35 kV.
- ^
Pag-install ng mga power at control cable.
Ang mga cable ay inilalagay sa mga trenches na 700 mm ang lalim sa isang pahalang na hilera, sa isang kama ng buhangin o sifted earth (Larawan 3.1). Mula sa itaas, ang cable ay natatakpan ng parehong layer.
Ang lupa ay mahigpit na umaangkop sa cable at nag-aalis ng init mula dito nang maayos. Upang maprotektahan ang cable mula sa mekanikal na pinsala, ang isang hilera ng mga brick ay inilalagay dito kasama ang direksyon ng trench.
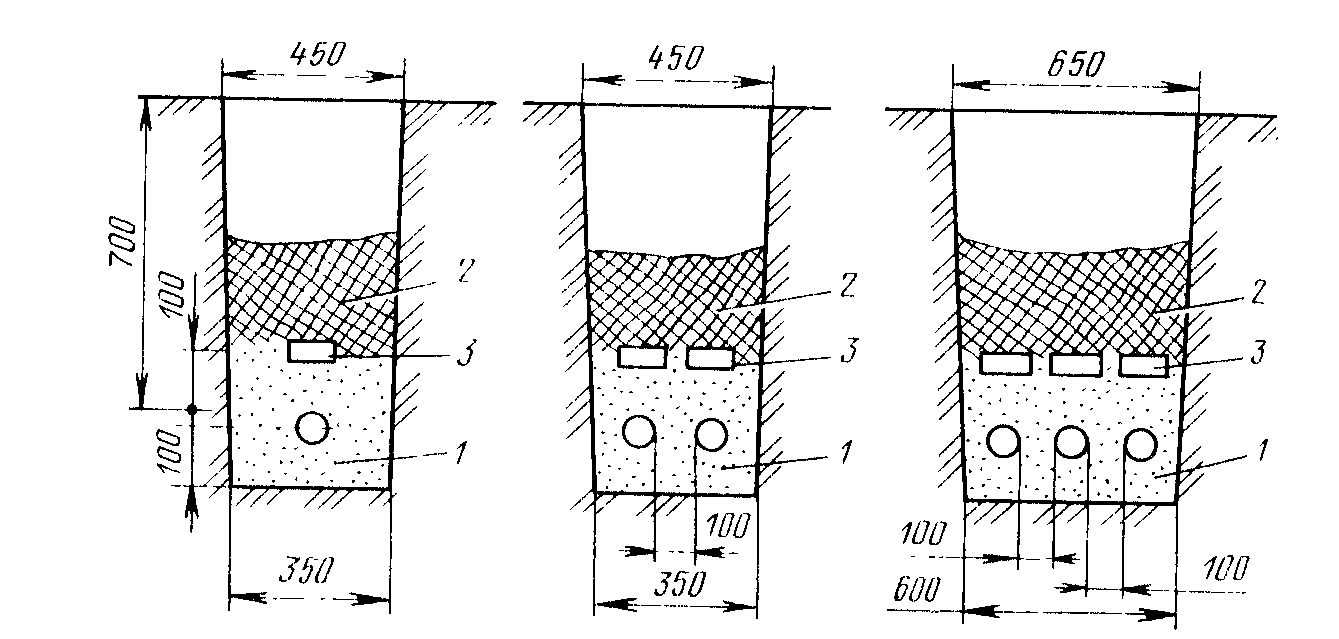
Fig.3.1. Seksyon ng trench para sa paglalagay ng cable na may boltahe na hanggang 10 kV:
1- buhangin o sifted earth; 2 - lupang lupa; 3- brick.
Kapag naglalagay ng mga kable sa lupa, higit sa 75% ng oras ang ginugugol sa paghuhukay at pag-backfill ng mga trenches, kung ang gawaing ito ay ginagawa nang manu-mano. Kapag nagsasagawa ng earthworks, isang bucket-wheel excavator ang ginagamit upang maghukay ng mga trenches at isang bulldozer ang ginagamit upang i-backfill ang mga ito.
Sa mekanisadong pagtula ng mga cable, hindi sila mapoprotektahan mula sa pinsala ng mga brick, ngunit pagkatapos ay ang lalim ng trench ay dapat na tumaas sa 1000 ... 1200 mm.
Sa mga pagliko, naghuhukay sila ng trench upang ang radius ng curvature ng isang three-core lead-lined cable na may pagkakabukod ng papel ay hindi bababa sa 15 panlabas na diameters (single-core - 25 diameters), na may isang aluminyo na kaluban - hindi bababa sa 20 panlabas mga diameter. Sa junction ng mga cable sa mga couplings, ang mga trenches ay pinalawak sa 1.5 m sa isang seksyon na 2 m ang haba.
Ang cable ay maaaring ilagay sa trench sa pamamagitan ng kamay. Upang mapadali ang gawaing ito, pati na rin upang mabawasan ang oras para sa pagpapatupad nito, ginagamit ang mekanisadong pagtula. Sa mechanized laying, ang cable drum ay naka-install sa jacks at nakataas sa nais na taas. Ang cable ay inilipat nang manu-mano o sa pamamagitan ng isang winch sa isang kotse kasama ang mga espesyal na roller na naka-install sa ilalim ng trench, at inilatag sa ilalim ng trench na may isang ahas. Ang haba ng cable ay dapat na humigit-kumulang 1% na mas mahaba kaysa sa haba ng trench.
Sa mga lugar na may populasyon, kapag tumatawid sa kalsada, atbp., ipinapayong maglagay ng mga kable sa mga bloke ng ceramic o asbestos-semento na mga tubo. Ginagamit din ang mga kongkretong bloke na may isa at ilang butas. Ang diameter ng butas sa bloke ay dapat lumampas sa panlabas na diameter ng cable nang hindi bababa sa 1.5 beses.
Ang mga bloke ay inilalagay sa ilalim ng trench at konektado sa isang likidong semento mortar, tar o dagta. Bawat 70 ... 100 m, ang mga balon ay ginawa, na nagsisilbing hilahin ang mga kable sa mga butas ng mga bloke, upang kumonekta at mga sangay na kable sa mga kabit. Ang mga bloke ay inilatag na may ilang slope upang ang tubig ay umaagos mula sa kanila.
Noong nakaraan, ang isang espesyal na silindro ay hinila sa mga bloke upang suriin kung may mga protrusions sa mga tubo. Kung may mga protrusions, nililinis ang mga ito sa pamamagitan ng pag-unat ng isang metal na brush. Pagkatapos ay hinila ang cable sa mga bloke, pinadulas ang ibabaw nito ng teknikal na petrolyo jelly. Karaniwan, kapag nag-iipon ng mga bloke, isang wire ang naiwan sa kanila upang hilahin ang cable. Ang mga cable ay inilalagay sa mga segment mula sa isang balon patungo sa isa pa, kung saan sila ay konektado sa pamamagitan ng mga coupling.
Sa mga silid, ang mga cable ay bukas na inilalagay sa mga bracket o sa mga clamp. Ang distansya sa pagitan ng mga katabing cable mount ay 800 ... 1000 mm para sa pahalang at hanggang 2000 mm para sa patayong pag-install. Gumamit ng mga cable na walang proteksiyon na takip. Ang panlabas na ibabaw ng lead sheath ng cable ay pinahiran ng bitumen o pininturahan. Ang layo ng pagitan mga kable ng kuryente sa liwanag ay dapat na hindi bababa sa 35 mm. Sa mga daanan sa mga dingding at kisame, ang mga kable ay inilalagay sa mga seksyon ng bakal o asbestos-semento na mga tubo. Sa mga lugar kung saan ang mekanikal na pinsala sa mga cable ay posible, sila ay protektado ng mga tubo ng bakal o mga piraso ng anggulo na bakal sa taas na hanggang 2 m mula sa antas ng iol.
 AT
AT
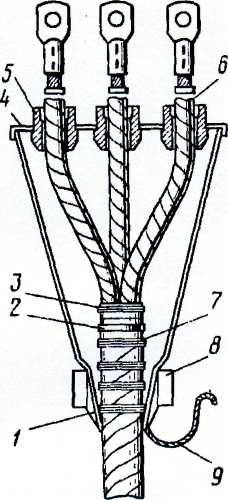
Fig.3.2. Pagwawakas ng cable sa terminal ng bakalfunnel:
1. Tile paper at alkitranlaso; 2.leadshell; 3. matigas na sinulid na bendahesa baywangisolation;
4. takip ng funnel;
5. porselanamanggas; 6. nakabalot sa coreinsulating tape; 7.lugar para sa paghihinang ng ground wire; walo.steel clamp para samga attachment ng funnel;
9.ground wire.
sa loob ng bahay, ginagamit din ang nakatagong paglalagay ng mga kable sa mga channel o sa mga bakal na tubo. Mula sa itaas, ang mga channel ay sarado na may reinforced concrete o steel slab. Para sa mas mahusay na paglamig, ang distansya sa pagitan ng mga cable sa mga channel ay dapat na hindi bababa sa 50 mm.
AT 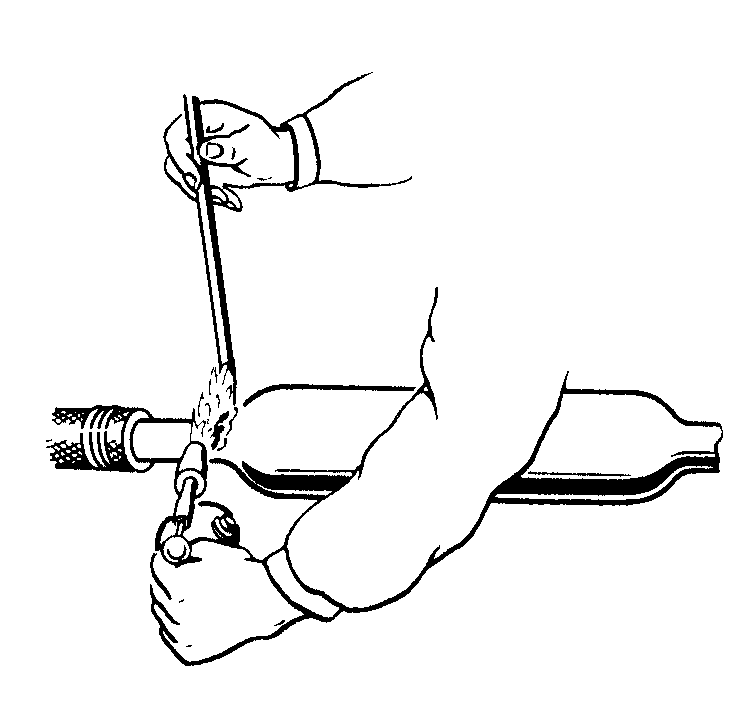 Ang lahat ng mga koneksyon at mga sanga ng cable ay ginawa sa mga manggas na nagpoprotekta sa cable mula sa kahalumigmigan at nagpoprotekta sa junction mula sa mekanikal na pinsala. Bago i-install ang pagkabit, ang cable ay pinutol, iyon ay, ang mga proteksiyon na kaluban ay tinanggal mula dito, na dati nang inilapat ang dalawang wire bandage sa cable sa layo na 150 ... 200 mm mula sa isa't isa. Ang mga cable core ay pinalaki at baluktot upang ang baluktot na radius ng core ay hindi bababa sa sampu ng mga diameter nito. Pagkatapos ay ipinakilala sila sa mga butas ng spacer porcelain plates (tulay). Ang mga konduktor ay konektado sa mga manggas, na sinusundan ng paghihinang o pag-crimping gamit ang isang hydraulic press. Ang mga metal na kaluban ng cable ay pinagbabatayan. Ang manggas ay puno ng cable mass.
Ang lahat ng mga koneksyon at mga sanga ng cable ay ginawa sa mga manggas na nagpoprotekta sa cable mula sa kahalumigmigan at nagpoprotekta sa junction mula sa mekanikal na pinsala. Bago i-install ang pagkabit, ang cable ay pinutol, iyon ay, ang mga proteksiyon na kaluban ay tinanggal mula dito, na dati nang inilapat ang dalawang wire bandage sa cable sa layo na 150 ... 200 mm mula sa isa't isa. Ang mga cable core ay pinalaki at baluktot upang ang baluktot na radius ng core ay hindi bababa sa sampu ng mga diameter nito. Pagkatapos ay ipinakilala sila sa mga butas ng spacer porcelain plates (tulay). Ang mga konduktor ay konektado sa mga manggas, na sinusundan ng paghihinang o pag-crimping gamit ang isang hydraulic press. Ang mga metal na kaluban ng cable ay pinagbabatayan. Ang manggas ay puno ng cable mass.
Upang
Fig.3.3. Paghihinang ng lead sleeve sa lead sheath ng cable
Ang pagwawakas ng cable sa mga boltahe ng 6 at 10 kV ay isinasagawa sa isang bakal na funnel (Larawan 3.2.). Ang funnel ay puno ng cable mass. Para sa mga cable na may mga boltahe sa itaas ng 1 kV, ginagamit ang mga manggas ng lead, na ginawa sa anyo ng isang piraso ng lead pipe, itinulak sa ibabaw ng junction at soldered sa magkabilang panig sa lead sheath ng cable (Fig. 3.3.). Dalawang butas ang pinutol sa itaas na bahagi ng pagkabit, sa pamamagitan ng isa kung saan ang cable mass ay ibinuhos sa pagkabit. Ang mga core ng cable sa isang manggas ng lead ay insulated na may papel tape o sinulid. Ang mga tulay na porselana ay hindi ginagamit.
P 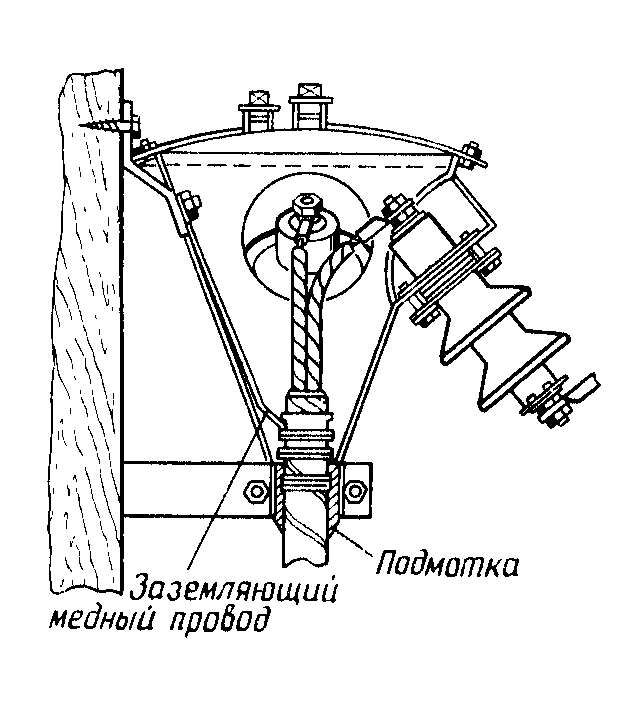 Kapag lumilipat mula sa isang cable line patungo sa isang air line o vice versa, ginagamit ang mga mast couplings (Larawan 3.4). Ang mga coupling ng ganitong uri ay naka-install sa mga suporta sa open air.
Kapag lumilipat mula sa isang cable line patungo sa isang air line o vice versa, ginagamit ang mga mast couplings (Larawan 3.4). Ang mga coupling ng ganitong uri ay naka-install sa mga suporta sa open air.
Z
Fig.3.4. Mast Steel Coupling
Ang pagbuhos ng mga manggas na may cable mass ay isang masalimuot at responsableng operasyon na maaari lamang gawin ng mga highly qualified na manggagawa. Nangangailangan ito ng maingat na pagsunod sa mga regulasyon sa kaligtasan. Upang maiwasan ang paggamit ng mga malalaking pagwawakas na puno ng mass ng cable, ang mga cable na may insulated na papel na walang mga coupling ay winakasan - dry termination. Sa pamamaraang ito, ang mga cut cable core ay insulated na may cotton varnished tape. Ang bawat layer ng tape ay natatakpan ng isang insulating varnish. Sa mga core na nakabalot ng tape, ilagay sa may 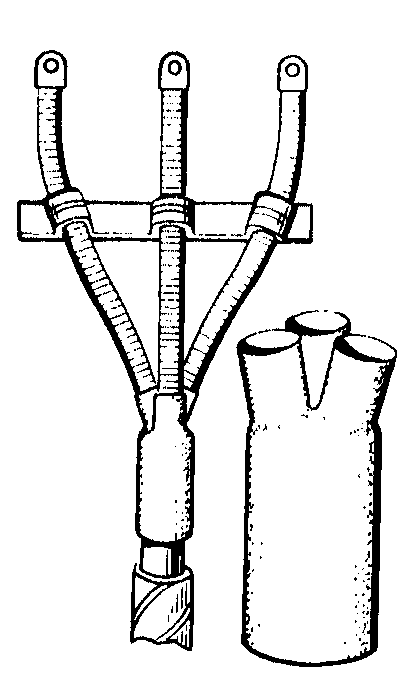 isang screw cap-glove na may mga proseso-daliri (Larawan 3.5). Ang ilalim ng glove ay ibinebenta sa lead sheath ng cable. Ang mga core ng cable, bahagi ng mga daliri at cable lug ay nakabalot ng taffeta tape, barnisado, at ang lead glove ay ibinubuhos ng oil-rosin mass. Sa ilang mga kaso, ang isang lead glove ay hindi ginagamit, ngunit limitado sa pagbabalot ng mga core ng cable na may barnisado na mga teyp na tela, na sinusundan ng varnishing. Kamakailan lamang, ang mga dry cable termination ay isinagawa gamit ang vinyl chloride l
isang screw cap-glove na may mga proseso-daliri (Larawan 3.5). Ang ilalim ng glove ay ibinebenta sa lead sheath ng cable. Ang mga core ng cable, bahagi ng mga daliri at cable lug ay nakabalot ng taffeta tape, barnisado, at ang lead glove ay ibinubuhos ng oil-rosin mass. Sa ilang mga kaso, ang isang lead glove ay hindi ginagamit, ngunit limitado sa pagbabalot ng mga core ng cable na may barnisado na mga teyp na tela, na sinusundan ng varnishing. Kamakailan lamang, ang mga dry cable termination ay isinagawa gamit ang vinyl chloride l
^
Fig.3.5. Dry termination ng cable na may lead glove
tape, na hindi nangangailangan ng varnishing ng bawat layer ng paikot-ikot. Ang buong selyo ay natatakpan ng PVC enamel.
Ang mga cable na hanggang 10 kV ay konektado sa mga manggas ng epoxy. Ang isang amag ay inilalagay sa kantong at ang epoxy compound ay ibinuhos. Pagkatapos ng isang araw, tumigas ang tambalan at nagiging monolitikong koneksyon ng cable. Pagkatapos ay tinanggal ang form - at handa na ang selyo. Pakitandaan na ang mga epoxy resin ay nakakalason at dapat hawakan nang may pag-iingat.
- ^
Pag-install ng mga grounding device.
Pag-install ng mga natural na kagamitan sa saligan.
Kung ang proyekto ay nagbibigay para sa paggamit ng mga proteksiyon na katangian ng mga istruktura ng gusali, posible ang mga sumusunod na pagpipilian:
1) sa kaso ng isang steel frame building, hindi Dagdag trabaho upang lumikha ng isang saligan na aparato mula sa mga electrician ay hindi kinakailangan. Ang grounding ng neutral ng transpormer, pati na rin ang mga kaso ng kagamitan, ang mga de-koryenteng istruktura ay dapat isagawa sa pamamagitan ng hinang konduktor ng lupa sa haligi ng gusali o sa mga istruktura ng gusali na konektado sa frame ng gusali;
2) sa kaso ng isang reinforced concrete frame, kinakailangan para sa mga electrician, kasama ang mga builder, na ayusin ang pagtanggap ng trabaho sa pagkonekta ng mga naka-embed na produkto ng mga haligi at pundasyon (Larawan 4.1.1) at iba pang mga koneksyon ng mga reinforced concrete na produkto na tiyakin ang pagsasama ng reinforced concrete frame reinforcement sa isang solong kabuuan.
Ang zero na koneksyon ng transpormer na may naka-embed na produkto ay isinasagawa sa pamamagitan ng hinang ang grounding conductor sa naka-embed na elemento ng haligi o pundasyon. Grounding (koneksyon gamit ang isang grounding conductor) ng mga kaso ng mga de-koryenteng kagamitan, ang mga istrukturang elektrikal ay dapat isagawa sa pamamagitan ng hinang sa mga naka-embed na produkto sa mga haligi. Ipinagbabawal na hinangin ang grounding conductor sa armature na may 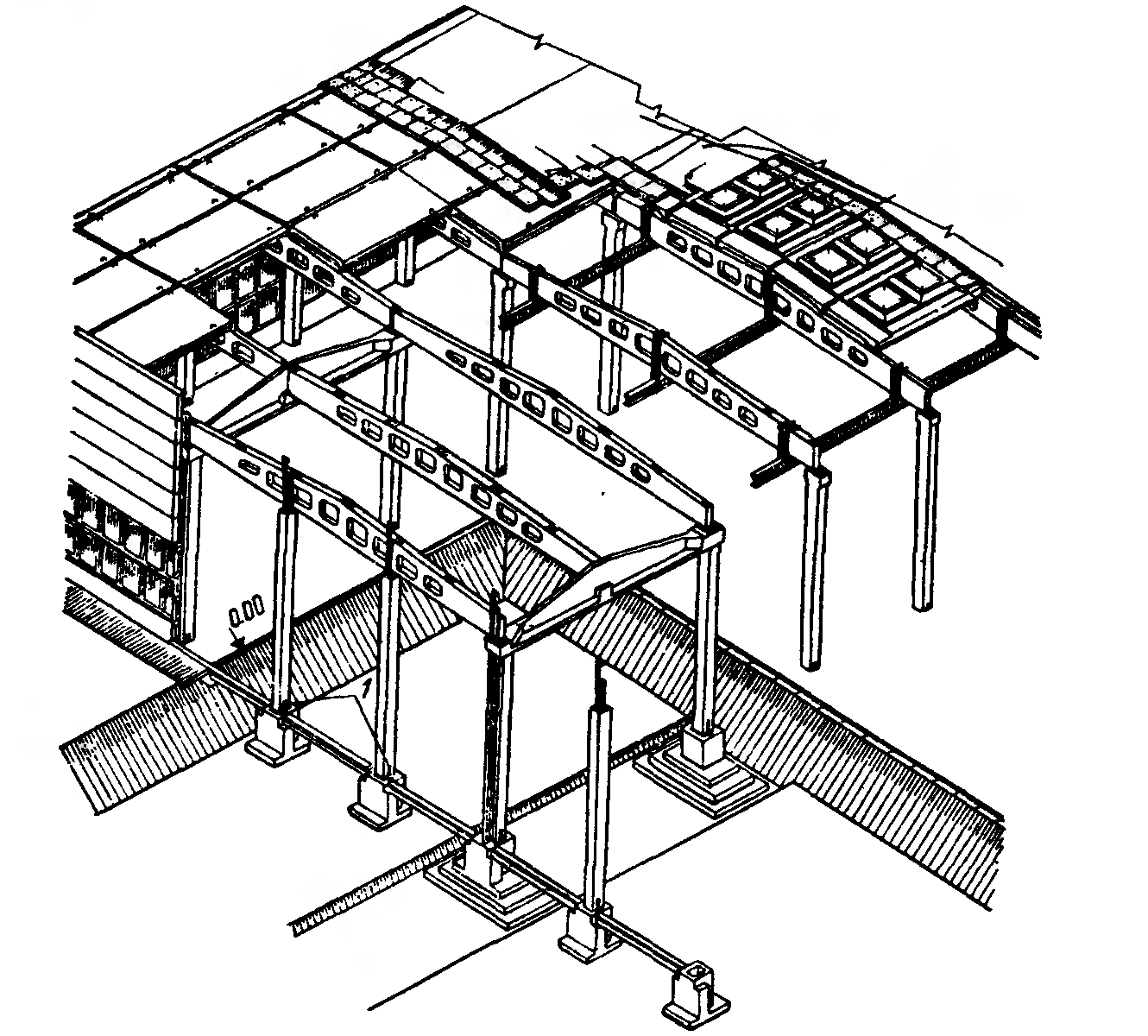 mga panel ng lilim.
mga panel ng lilim.
M
Fig.4.1.1. Pag-install ng mga ground jumper kapag gumagamit ng mga rafters at rafters upang ikonekta ang mga metal fitting ng gusali:1. naka-embed na mga produkto na may mga jumper
pag-install ng mga artipisyal na kagamitan sa saligan.
Pag-install ng mga grounding conductor. Bago magsimula ang gawaing pag-install ng kuryente, dapat kumpletuhin ng organisasyon ng konstruksiyon ang layout, trench o hukay.
Ang mga sumusunod ay ginagamit bilang mga artificial grounding conductor:
Recessed ground electrodes - mga piraso o bilog na bakal na inilatag nang pahalang sa ilalim ng isang hukay o trench sa anyo ng mga pinahabang elemento;
vertical grounding - steel screw-in rods na may diameter na 12-16 mm, angle steel na may kapal ng pader na hindi bababa sa 4 mm o steel pipe (substandard na may kapal ng pader na hindi bababa sa 3.5 mm). Ang haba ng screwed-in electrodes, bilang isang panuntunan, ay 4.5-5 m. Ang distansya mula sa isang elektrod patungo sa isa pa ay hindi dapat mas mababa sa haba nito;
pahalang na mga electrodes sa lupa - mga piraso ng bakal na may kapal na hindi bababa sa 4 mm o bilog na bakal na may diameter na hindi bababa sa 10 mm. Ang mga earthing switch na ito ay ginagamit para sa koneksyon ng vertical earthing switch at bilang mga independent grounding switch. Ang mga pahalang na ground electrodes na gawa sa strip na bakal ay inilalagay sa ilalim ng trench sa lalim na 700-800 mm sa gilid.
Ang mga electrodes at grounding conductor ay hindi dapat lagyan ng kulay, dapat silang linisin ng kalawang, mga bakas ng langis, atbp. Kung ang mga lupa ay agresibo, pagkatapos ay galvanized electrodes ay ginagamit. Ang paglulubog ng mga electrodes sa lupa ay isinasagawa sa tulong ng mga espesyal na aparato.
MULA SA 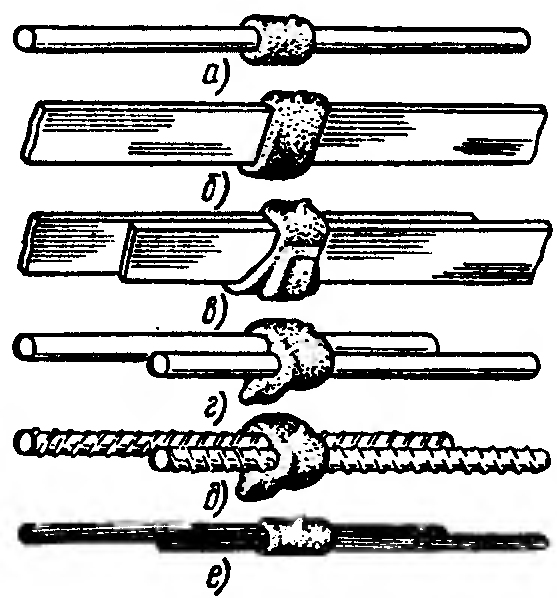 ang koneksyon ng mga bahagi ng grounding conductor sa bawat isa, pati na rin ang koneksyon ng grounding conductors sa grounding conductors ay dapat isagawa - sa pamamagitan ng hinang. Sa pagkakaroon ng mga pinagmumulan ng kapangyarihan, ang mga koneksyon ay ginawa sa pamamagitan ng electric welding. Ang mga welded seams na matatagpuan sa lupa ay dapat na pinahiran ng bituminous varnish upang maprotektahan laban sa kaagnasan. Kapag nagtatrabaho sa mga malalayong lugar at linya ng kuryente, inirerekumenda na ikonekta ang mga bahagi ng ground electrodes na may ground conductors sa pamamagitan ng thermite welding.
ang koneksyon ng mga bahagi ng grounding conductor sa bawat isa, pati na rin ang koneksyon ng grounding conductors sa grounding conductors ay dapat isagawa - sa pamamagitan ng hinang. Sa pagkakaroon ng mga pinagmumulan ng kapangyarihan, ang mga koneksyon ay ginawa sa pamamagitan ng electric welding. Ang mga welded seams na matatagpuan sa lupa ay dapat na pinahiran ng bituminous varnish upang maprotektahan laban sa kaagnasan. Kapag nagtatrabaho sa mga malalayong lugar at linya ng kuryente, inirerekumenda na ikonekta ang mga bahagi ng ground electrodes na may ground conductors sa pamamagitan ng thermite welding.
MULA SA
Fig.4.2.1. Mga uri ng koneksyon ng steel strips at rods na ginawa ng thermite welding:
a) pagkonekta sa mga tungkod end-to-end;
b) buong butt joint,
c) magkakapatong na mga piraso;
d) magkakapatong na mga pamalo;
e) koneksyon ng reinforcing steel; c) koneksyon ng cable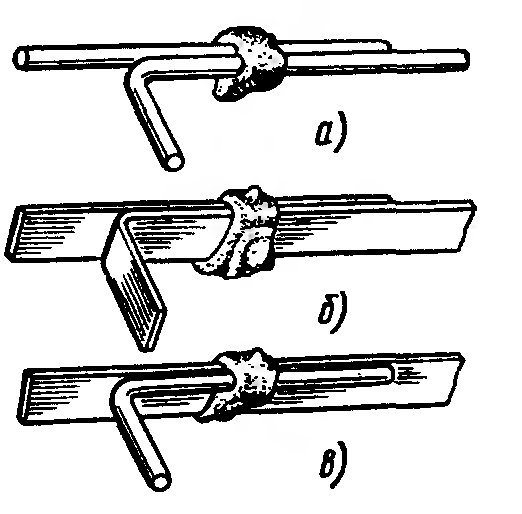
Fig.4.2.2. Sangay ng steel grounding conductors, na ginawa ng thermite welding:
a) isang sanga ng pamalo mula sa pamalo; b) sumasanga ng strip mula sa strip; c) sangay ng baras mula sa strip
hinang ng steel strips at earth rods. Ang Thermite-crucible welding ay ginagamit upang ikonekta ang mga bakal na strip na 25, 30 at 40 mm ang lapad na may kapal na 4-5 mm at mga rod na may diameter na 12, 14 at 16 mm sa mga ground loop, para sa pagkonekta ng mga loop sa ground electrodes, power transmission mga tore at iba pang istrukturang bakal. Ang mga uri ng koneksyon at mga sanga ng mga strip at rod na ginawa gamit ang thermite welding ay ipinapakita sa fig. 4.2.1, 4.2.2. Ang thermite welding ng steel strips at ground rods ay nangangailangan ng mga fixtures at tool. Ang thermite-crucible welding ng steel strips at rods ay ginagawa sa sand-resin crucible forms ng disposable use, na ginawa sa mga workshop ng procurement sites ng mga organisasyon. Ang mga crucible molds ay ginawa mula sa pinaghalong quartz sand na may 6% thermosetting resin - pulverized bakelite. Ang itaas na bahagi ng lukab ng amag ay nagsisilbing isang tunawan kung saan ang reaksyon ng thermite ay nagaganap sa paglabas ng bakal; ang ibabang bahagi ay isang silid kung saan nagaganap ang hinang (pagtunaw ng mga welded strips o rods at pagbuo ng isang welded joint). Upang ayusin ang mga piraso ng bakal at tungkod para sa panahon ng hinang, ginagamit ang isang kabit, na isang bracket na may mga clamp na nakakabit dito. Ang maaaring iurong tray ay dinisenyo para sa buhangin, na kung saan ay inirerekomenda upang iwiwisik, crucible-form sa ibaba para sa compaction. Sa ilang mga kaso, kapag ang bracket ay hindi maaaring gamitin dahil sa mga kondisyon para sa paglalagay ng ground loop (limitadong espasyo), hiwalay na mga clamp ay ginagamit.
- ^
Pag-install ng grounding at zero protective conductors.
Kapag nag-i-install ng grounding at zero protective conductors sa loob ng mga gusali sa mga installation hanggang sa 1 kV, una sa lahat, dapat mong gamitin ang zero working conductors ng supply network, metal column, trusses, crane runway, gallery, elevator at hoist shaft, frame ng control station mga panel, bakal na tubo ng mga de-koryenteng mga kable, aluminyo cable sheaths, metal pipelines para sa lahat ng layunin, inilatag nang hayagan, hindi kasama ang mga pipeline ng sunugin at paputok na mga mixture. Ang lahat ng mga elementong ito ay dapat na ligtas na nakakonekta sa isang grounding device. Kung natutugunan nila ang mga kinakailangan para sa mga proteksiyon na konduktor sa mga tuntunin ng kondaktibiti, kung gayon hindi kinakailangan na maglagay ng mga artipisyal na proteksiyon na konduktor.
Bago ang pag-install ng mga artificial grounding conductor sa pasilidad, dapat kumpletuhin at ibigay ng construction organization ang lahat ng construction work ayon sa batas.
Ang trabaho sa pag-install ng mga artipisyal na grounding conductor ay dapat isagawa sa saklaw na ibinigay ng proyekto, sa sumusunod na pagkakasunud-sunod: 1) markahan ang mga linya para sa pagtula ng mga conductor, matukoy ang mga lugar ng mga sipi at bypass; 2) mag-drill o mag-punch ng mga butas para sa mga daanan sa mga dingding at kisame; 3) mag-install ng mga suporta, mag-ipon at ayusin ang mga pre-painted grounding conductor o ayusin ang mga conductor sa tulong ng pagbaril (para sa mga dry room); 4) ikonekta ang mga konduktor sa bawat isa sa pamamagitan ng hinang; 5) upang kulayan ang mga junction ng mga konduktor.
Ang mga bahagi ng mga linya ng saligan at ang kanilang mga naililipat na yunit (mga suporta sa pag-mount, mga jumper at iba pang mga konduktor ng saligan) ay ginawa sa mga workshop ng mga blangko ng electrical assembly. Ang flat o bilog na bakal na ginagamit bilang grounding conductors ay dapat na ituwid, linisin at pininturahan sa lahat ng panig.
Ang mga kasukasuan ay dapat na pininturahan pagkatapos ng hinang ang mga kasukasuan, para dito, sa mga tuyong silid na may normal na kapaligiran, ang mga pintura ng langis at nitro enamel ay dapat gamitin; sa mga basang silid at sa mga silid na may kemikal aktibong daluyan ang pagpipinta ay dapat gawin sa mga pintura na lumalaban sa mga impluwensya ng kemikal. Ang mga ground conductor ay pininturahan ng dilaw-berde sa pamamagitan ng sunud-sunod na paghahalili ng dilaw at berdeng mga guhit na may parehong lapad mula 15 hanggang 100 mm bawat isa. Ang mga piraso ay dapat na magkatabi o kasama ang buong haba ng bawat konduktor, o sa bawat lugar na mapupuntahan, o sa bawat seksyon.
Ang mga konduktor ng grounding ay dapat na inilatag nang pahalang o patayo, pinapayagan din itong ilagay ang mga ito parallel sa mga hilig na istruktura ng mga gusali. Ang pagtula ng mga flat grounding conductor sa brick at kongkretong base ay dapat na isagawa lalo na sa tulong ng isang construction at assembly gun. Sa mga tuyong silid, ang mga piraso ng lupa ay maaaring mailagay nang direkta sa mga base ng ladrilyo at kongkreto. Sa mga mamasa-masa at lalo na mamasa-masa na mga silid at sa mga silid na may mga aktibong sangkap na kemikal, ang pagtula ng mga konduktor ng saligan ay dapat isagawa sa mga suporta.
Ang mga suporta sa pag-mount para sa mga konduktor ng saligan ay dapat na mai-install alinsunod sa mga distansya, mm:
Sa mga sulok (mula sa mga sulok sa itaas) 100
Mula sa branch points 100
Mula sa ibabang ibabaw ng mga naaalis na takip ng mga channel 50
Mula sa antas ng sahig ng silid……………………………………………………….. 400 - 600
AT 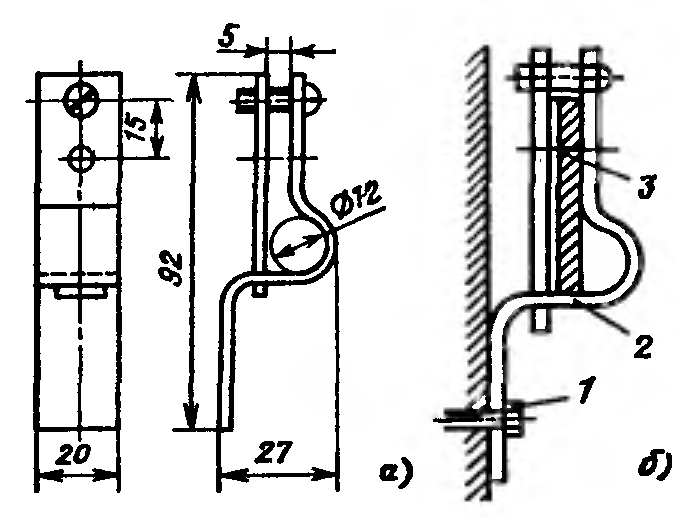 bilang mga suporta, ang mga naka-embed na produkto sa reinforced concrete base, ang mga ground bus holder na K188 (Fig. 6.18) ay ginagamit.
bilang mga suporta, ang mga naka-embed na produkto sa reinforced concrete base, ang mga ground bus holder na K188 (Fig. 6.18) ay ginagamit.
D
kanin. 4.3.1. May hawak ng ground bus:
a) para sa bakal na bilog na gulong ng grounding conductors;
b) para sa mga rectangular grounding conductor
K188 ground bus holder ay ginagamit para sa pangkabit sa mga dingding at mga istrukturang metal ng ground conductor na gawa sa bilog na bakal na may diameter na 10.12 mm at ng flat steel na may sukat na 40x4 at 25x3 mm. Ang mga may hawak ay naayos sa pamamagitan ng pagbaril o hinang, mayroon silang klimatikong pagbabago ng kategoryang V 2, ang bigat ng 1000 piraso ay 75 kg.
Ang distansya mula sa base surface hanggang sa grounding conductors ay dapat na hindi bababa sa 10 mm (Fig. 4.3.1).
Ang mga may hawak ay nakakabit sa mga naka-embed na produkto na matatagpuan sa kongkretong base sa pamamagitan ng hinang, na ginagawa sa kahabaan ng perimeter ng holder shank, pati na rin sa tulong ng mga pistol dowel. Ang mga may hawak ay nakakabit sa kongkreto, ladrilyo at iba pang mga base sa tulong ng mga pistol dowel, sa mga espesyal na kaso - sa tulong ng mga dowel na may expansion nut o nylon expansion dowels. Ang mga distansya sa pagitan ng mga fastenings ng grounding conductors sa mga tuwid na seksyon ay ipinahiwatig sa Table. 4.1.
^
Talahanayan 4.1. Mga distansya sa pagitan ng mga fastenings ng grounding conductors, mm.
| Mga sukat ng konduktor, mm | Lugar ng pagtula |
||||
| bakal na strip | Steel round diameter | kasama ang mga dingding | sa ilalim ng kisame |
||
| sa taas, m |
|||||
| hanggang 2 | mahigit 2 | hanggang 2 | mahigit 2 |
||
| 20x3 25x4 30x5,40x4 | 8 12 | 400 600 600 | 600 800 800 | 600 800 800 | 800 1000 1000 |
Ang mga daanan sa mga dingding ay dapat isagawa sa mga bukas na bakanteng, mga tubo, at mga daanan sa mga kisame - sa mga segment ng bakal o plastik na mga cassette ng tubo.
Ang bawat grounded na bahagi ng electrical installation ay dapat na konektado sa grounding o grounding line gamit ang isang hiwalay na sangay. Ang paraan ng pagkonekta ng mga grounding conductor sa mga indibidwal na device ay pinili depende sa base kung saan naka-mount ang device.
Ang mga pamamaraan para sa pagkonekta at pagkonekta ng grounding at zero protective conductors ay ibinibigay sa Talahanayan. 4.2.
Ang koneksyon ng mga de-koryenteng kagamitan na napapailalim sa madalas na pagtatanggal-tanggal, panginginig ng boses o pag-install sa mga gumagalaw na bahagi ay isinasagawa gamit ang flexible grounding o zero protective conductors.
Ang mga pamamaraan para sa pagkonekta ng mga grounding conductor sa mga power equipment na kaso ay ipinahiwatig sa Talahanayan. 4.3.
Ang mga lugar ng koneksyon at pangkabit ng grounding at zero protective conductors sa power equipment ay ibinibigay sa GOST 21130-75.
Grounding mounting nuts ay ginagamit upang lumikha ng electrical contact sa pagitan ng katawan ng apparatus o electrical structure at steel pipe, branch pipe. Ang mga mani ay naka-install sa magkabilang panig ng pader ng pabahay, na may matalim na protrusions na nakaharap sa dingding na ito.
Talahanayan 4.2. ^
Mga koneksyon at koneksyon ng grounding at zero protective conductors.
| Mga konektadong konduktor | Mga paraan ng koneksyon | Mga karagdagang kinakailangan para sa kalidad ng koneksyon |
| Grounding at zero protective conductors. | Hinang. | 1. Ang mga koneksyon at koneksyon ng grounding at zero protective conductors ay dapat ma-access para sa inspeksyon. |
| Grounding at bullet protective conductors sa loob at labas ng bahay na walang agresibong media. | Pinapayagan na gumawa ng mga koneksyon ng grounding at zero protective conductors sa iba pang mga paraan upang matiyak ang mga kinakailangan ng GOST 10434-82 para sa ika-2 klase ng mga koneksyon, habang ang mga hakbang ay dapat gawin laban sa pagpapahina at kaagnasan ng grounding at zero protective conductors - mga de-koryenteng mga kable at Ang mga overhead na linya ay maaaring isagawa sa pamamagitan ng parehong mga pamamaraan tulad ng at phase conductors | 2. Ang mga lugar at paraan ng pagkonekta ng mga grounding conductor na may pinalawig na natural na mga linya ng saligan (halimbawa, na may mga pipeline) ay dapat piliin upang kapag idiskonekta ang mga grounding conductor para sa pagkumpuni, ang kinakalkula na halaga ng paglaban ng grounding device ay ibinigay. Ang mga metro ng tubig, mga balbula ng gate ay dapat na pinangalanan, mga bypass conductor na nagsisiguro sa pagpapatuloy ng ground circuit. |
| Mga bakal na tubo ng mga de-koryenteng kable, mga kahon, tray at iba pang istruktura na ginagamit bilang grounding o zero protective conductors. | Dapat ay may mga koneksyon na nakakatugon sa mga kinakailangan ng GOST 10434-82 para sa ika-2 klase ng mga koneksyon. Ang maaasahang pakikipag-ugnay ng mga tubo ng bakal na may mga pabahay ng kagamitang elektrikal kung saan ipinasok ang mga tubo, at dapat na matiyak na may mga kahon ng metal junction (branch). | 3. Ang bawat bahagi ng electrical installation na i-ground o grounded ay dapat na konektado sa grounding o inlining network gamit ang isang hiwalay na sangay. Hindi pinapayagan ang pare-parehong koneksyon sa grounding o zero protective conductor ng grounded o grounded na bahagi ng electrical installation. |
| Koneksyon ng grounding at zero protective conductors sa mga bahagi ng equipment na i-ground o grounded. | Dapat gawin sa pamamagitan ng welding o bolting. Para sa bolted na koneksyon, ang mga hakbang ay dapat gawin upang maiwasan ang pag-loose at kaagnasan ng contact connection. | |
| Grounding o grounding ng kagamitan na napapailalim sa madalas na pagtatanggal o pagkakabit sa mga gumagalaw na bahagi o bahagi na napapailalim sa shock o vibration. | Dapat isagawa gamit ang flexible grounding o zero protective conductors. |
Talahanayan 4.3. ^ Mga paraan ng pagkonekta ng mga konduktor sa mga kagamitang elektrikal.
| Kagamitan | Mga elemento ng saligan | Paraan ng koneksyon sa ground network |
| Panimulang aparato (magnetic starter, kahon na may circuit breaker atbp.) control apparatus (push-button post, limit switch, rheostat, controller, atbp.), shield, distribution cabinet. | Ang katawan ng apparatus, kahon, kalasag, cabinet. | Ang grounding conductor ay konektado sa grounding o fastening bolt ng katawan, kahon o kalasag ng device; kapag naka-install sa isang metal na istraktura, ang grounding conductor ay welded sa istraktura. Kung ang saligan ay isinasagawa sa pamamagitan ng mga de-koryenteng mga kable ng tubo, kung gayon ito ay isinasagawa: A) sa pamamagitan ng pagkonekta ng isang jumper mula sa isang bandila o isang bolt na hinangin sa pipe sa ground bolt sa katawan ng apparatus, shield, box. B) pag-install ng dalawang scratching nuts o isang scratching nut at isang locknut sa pipe na may clamp ng steel sheet ng apparatus body sa pagitan ng mga nuts. |
| Mga kagamitang elektrikal na naka-install sa mga kagamitan sa makina at iba pang mekanismo. | Ang katawan ng isang makina o mekanismo na may metalikong bono kasama ang pabahay ng motor o iba pang kagamitan. | Ang grounding conductor na nagmumula sa grounding line o mula sa steel rough electrical wiring (kung ang mga tubo ay ginagamit bilang grounding conductors) ay konektado sa grounding bolt sa makina (mekanismo). Ang mga kagamitang elektrikal na naka-install sa gumagalaw na bahagi ng makina ay naka-ground gamit ang isang hiwalay na core sa isang flexible cable na nagpapakain sa gumagalaw na bahagi. |
| Kagamitang elektrikal sa overhead crane. | Mga riles ng kreyn. | Ang mga sanga mula sa grounding device ay hinangin sa dalawang lugar patungo sa mga riles ng kreyn. Ang bigat ng mga joint ng riles ay dapat na ligtas na konektado sa pamamagitan ng hinang, ang mga nababaluktot na jumper ay dapat na welded sa mga nababakas na joints. |
Panitikan
I.A. Buzdko, N.M. Suhl. "Power supply ng agrikultura". M.: "Agropromizdat", 1990. 496 p.
R.N. Karjakin. "Grounding device ng mga electrical installation. Direktoryo". M.: CJSC Energoservice, 2002, 373s.
S.A. Burguchev. "Mga istasyon ng kuryente, substation at sistema" M.: "Kolos", 1966. 689 p.
P.A. Katkova, F.A. Frangulyan. "Handbook para sa disenyo ng mga de-koryenteng network sa mga rural na lugar". - M.: "Enerhiya", 1980, 352 p.
Kasama sa mga substation ang mga electrical installation na nagsisilbing convert at distribute ng kuryente, at switchgear (RU) - mga installation para sa pagtanggap at pamamahagi nito. Ang mga substation ay itinayo ayon sa mga karaniwang disenyo, na nag-aambag sa pagpapakilala ng mga pang-industriyang pamamaraan ng pagtatayo at pag-install. Sa mga substation at switchgear na ibinibigay para sa pag-install, dapat itayo ang mga access road, lifting installation, dapat maglagay ng permanente o pansamantalang mga network para sa pag-supply ng kuryente, dapat na mai-install ang electric lighting, dapat na naka-embed ang mga bahagi at base sa sahig at dapat na naka-mount ang mga openings. iniwan para sa paglipat ng malalaking kagamitan, dapat na ihanda ang mga istruktura ng cable, at mga komunikasyon sa ilalim ng lupa. Sa mga bukas na switchgear, ang mga istrukturang metal at reinforced kongkreto ay dapat na mai-install, nakahanay at maayos, dapat na itayo ang mga pundasyon para sa kagamitan.
Ang pag-install ng mga substation at switchgear, pati na rin ang iba pang mga electrical installation, ay isinasagawa sa dalawang yugto. Sa unang yugto, ang lahat ng gawaing paghahanda at pagkuha ay isinasagawa: ang mga de-koryenteng kagamitan, istruktura at materyales ay nakumpleto; magsagawa ng pre-assembly at rebisyon ng mga kagamitan. Sa ikalawang yugto, ang aktwal na pag-install ng mga de-koryenteng kagamitan ay ginaganap.
Ang pinakamahalagang kondisyon para sa mataas na kalidad ng trabaho sa pag-install ay ang supply ng maaasahang mga de-koryenteng kagamitan na nakakatugon sa lahat ng mga kinakailangan para sa pag-install. Samakatuwid, bago i-install ito, isang kwalipikadong pagsusuri sa pre-install ay isinaayos. Ang pamamaraan, saklaw at pamantayan sa pagsusuri sa panahon ng paghahanda bago ang pag-install ay nakasalalay sa uri ng mga de-koryenteng kagamitan at tinutukoy ng mga dokumento ng regulasyon at mga tagubilin ng pabrika. Ang mga maliliit na depekto na natagpuan sa panahon ng inspeksyon ay dapat alisin.
PAG-INSTALL NG MGA INSULATOR AT BAR. sa mga substation at mga halaman sa pamamahagi gumamit ng suporta, bushing at linear (nakasuspinde) na mga insulator para sa panloob at panlabas na mga instalasyon.
Bago ang pag-install, ang mga insulator ay nililinis ng dumi at pintura, nag-aalis ng mga solidong particle at sumasailalim sa isang masusing pagsusuri. Kasabay nito, ang kalidad ng ibabaw ng insulator, ang kondisyon ng mga galvanized na bahagi ng metal, ang lakas ng reinforcement, ang mga geometric na sukat (selectectively), at ang insulation resistance ay nasuri.
Sa ibabaw ng mga insulator ng porselana, dapat na walang mga bitak sa pamamagitan o ibabaw, mga pagsasama ng buhangin, ceramic na materyal o metal. Ang lugar ng mga chips ng sirang mga gilid ay hindi dapat lumampas sa mga halaga na na-normalize ng GOST.
Ang ibabaw ng mga galvanized na bahagi ng metal ay dapat na walang mga bitak, shell, wrinkles, nicks, at mga bakas ng kaagnasan. Ang lakas ng reinforcement ng mga insulator ay itinuturing na sapat kung ang mga takip, flanges, takip ay hindi umuugoy o umiikot. Ang mga seams ng reinforcing ligament ay hindi dapat magkaroon ng mga bitak, hindi pantay at pinsala sa moisture-resistant coating. Ang agwat ng hangin sa pagitan ng gilid ng flange, takip o takip at ang insulating bahagi ay dapat na hindi bababa sa 2 mm para sa porselana at 1 mm para sa mga glass insulator; ang kapal ng tahi ng reinforcing ligament ay hindi mas mababa sa 2 mm; non-parallelism ng mga dulong ibabaw ng mga insulator ng suporta panloob na pag-install hindi hihigit sa 2 at 1 mm insulators panlabas na pag-install; mismatch ng center, flange, cap o cap na may insulating part - hindi hihigit sa 2 mm. Ang paglaban ng insulator, na sinusukat sa isang megohmmeter para sa isang boltahe na 2500V, sa isang positibong temperatura ay dapat na hindi bababa sa 300 MΩ.
Bilang isang patakaran, ang mga post insulator ay naka-install sa mga istruktura ng suporta sa metal o direkta sa mga dingding. 4 o mga overlay. Ang mga insulator ng suporta at bushing sa switchgear ay naayos upang ang mga ibabaw ng mga takip ay nasa parehong eroplano at hindi lumihis mula dito ng higit sa 2 mm. Ang mga palakol ng lahat ng sumusuporta o bushing insulators na nakatayo sa isang hilera ay hindi dapat lumihis sa gilid ng higit sa 5 mm. Ang mga flanges ng post at bushing insulators na naka-install sa mga nakaplaster na base o sa mga bushing plate ay hindi dapat i-recess. Ang mga insulator ng iba't ibang mga phase ay inilalagay sa isang linya na patayo sa phase axis. Ang mga bushings ay naka-install sa isang anggulo na bakal na frame na natatakpan ng isang asbestos-semento na slab o sa isang kongkretong slab. Ang mga diameter ng mga butas para sa mga bushings sa mga slab o partisyon ay dapat na 5-10 mm na mas malaki kaysa sa diameter ng naka-embed na bahagi ng mga insulator. Ang mga may hawak ng busbar ay naayos sa mga naka-mount na insulator. Ang paghahanda ng gulong ay isinasagawa sa gitna ng mga dalubhasang workshop. Ang mga pangunahing gawain sa paghahanda ng mga gulong ay kinabibilangan ng: pag-uuri at pagpili ng mga ito ayon sa mga seksyon at haba; pagtuwid, pagputol at pagbaluktot ng mga gulong; pagmamarka at paghahanda ng mga butas para sa mga collapsible na koneksyon; paghahanda ng mga koneksyon sa pakikipag-ugnay.
Ang mga indibidwal na gulong ay hinihimok sa mga beam o slab na may mga suntok ng martilyo, sa pamamagitan ng isang pad na nagpapalambot sa mga suntok. Ang baluktot ng gulong ay isinasagawa ayon sa mga template na gawa sa steel wire na may diameter na 3-6 mm. Ang mga gulong ay nakayuko nang patag sa gilid, corkscrew o pato. Sa kasong ito, dapat matugunan ang mga sumusunod na kondisyon: ang radius ng baluktot ng gulong sa eroplano ay dapat na hindi bababa sa dalawang beses ang kapal ng gulong; sa mga baluktot na gilid para sa mga gulong na may lapad na mas mababa sa 50 mm, ang radius ng baluktot ay dapat na hindi bababa sa lapad nito, at para sa lapad na higit sa 50 mm dapat itong katumbas ng 2 beses ang lapad ng gulong; kapag baluktot sa isang corkscrew, ang haba ay dapat na hindi bababa sa 2.5 beses ang lapad ng gulong. Ang baluktot ng mga gulong sa isang eroplano at isang gilid ay ginagawa sa mga bender ng gulong na may gank o manu-manong mga bender ng gulong, at may isang corkscrew at isang pato - sa mga espesyal na aparato.
Kapag naghahanda ng mga gulong para sa bolting, ang mga butas ay ginagawa sa pamamagitan ng pagsuntok sa isang pindutin o sa pamamagitan ng pagbabarena sa isang makina. Sa mga naka-install at hubog na gulong, ginagamit ang isang drill upang mag-drill ng mga butas. Para sa isang mas mahusay na akma ng mga contact na ibabaw, ang mga longitudinal cut ay ginawa sa mga gulong na may lapad na higit sa 60 mm. Ang mga contact surface ay pinoproseso upang alisin ang dumi, preservative grease at film sa isang gulong-cutting machine o sa isang file na pinahiran ng isang layer ng grasa. Ang mga gulong sa mga insulator ay naayos na flat o sa gilid sa tulong ng planocta upang matiyak ang posibilidad ng kanilang paayon na paggalaw kapag nagbabago ang temperatura. Sa isang malaking haba ng mga gulong, upang maalis ang mga linear na deformation, ang mga compensator ng gulong ay naka-install sa kanila, na binubuo ng isang pakete ng manipis na mga teyp, na may kabuuang cross section na katumbas ng cross section ng gulong. Sa gitna ng kabuuang haba o sa gitna ng seksyon sa pagitan ng mga expansion joint, ang mga gulong ay dapat na maayos na maayos. Ang mga suporta sa bus ay hindi dapat lumikha ng isang saradong loop sa paligid ng mga gulong, para sa isang ito sa mga lining o lahat ng mga bolts na pangtali na matatagpuan sa isang gilid ng bus ay dapat na gawa sa non-magnetic na materyal. Ang mga inilatag na gulong ay napatunayan gamit ang isang nakaunat na kawad, isang antas o isang linya ng tubo, dahil dapat silang humiga nang tuwid sa mga insulator, nang walang mga distortion, nang walang nakikitang transverse curvature at waviness.
Ang mga gulong ay konektado sa pamamagitan ng hinang o bolts. Ang hinang ay dapat na ginustong. Ang isang bolted na koneksyon ay ginagamit lamang kapag, ayon sa mga kondisyon ng operating, ang pag-disassembly nito ay kinakailangan. Ang ganitong koneksyon para sa aluminum busbars, aluminum busbars na may tanso o aluminyo haluang metal ay dapat na replenished gamit ang stabilization paraan - hardware na gawa sa non-ferrous metal o bakal, ngunit gamit Belleville spring. Ang mga gulong na gawa sa iba pang mga materyales ay maaaring konektado sa mga bakal na bolts at nuts. Sa mga de-koryenteng pag-install na may mataas na kahalumigmigan at sa mga silid na may agresibong kemikal na kapaligiran, inirerekumenda na gumamit ng mga plato ng adaptor: tanso-aluminyo o matigas na aluminyo na haluang metal para sa pagkonekta ng mga aluminum busbar sa mga tanso, pati na rin para sa pagkonekta ng mga busbar sa mga device.
Ang mga joints ng busbars kapag bolted ay dapat na ihiwalay mula sa mga ulo ng insulators at branch point sa layo na hindi bababa sa 50 mm.
Matapos tapusin ang trabaho sa busbar, ang kalidad ng mga koneksyon ay piling sinusuri. Ang mga welded seams ay hindi dapat magkaroon ng mga bitak, shell, paso, kakulangan ng pagtagos na may haba na higit sa 10% ng haba ng tahi (ngunit hindi hihigit sa 3 mm), mga undercut na may lalim na higit sa 10% (ngunit hindi hihigit sa kaysa sa 3 mm), atbp. Sa bolted joints, suriin ang higpit ng mga contact surface. Kapag maayos na hinigpitan, ang isang 0.02 mm makapal na probe ay dapat pumasok sa pagitan ng mga contact surface sa lalim na hindi hihigit sa 5-6 mm.
Kapag ini-mount ang busbar, dapat tiyakin ang tamang pagkakasunud-sunod ng phase, na nakamit sa pamamagitan ng isang tiyak na pag-aayos ng mga busbar. Sa saradong switchgear, ang mga sumusunod na kondisyon para sa kanilang pag-install ay dapat matugunan: na may mga vertical busbar mga yugto A-B-C itaas pababa; na may pahalang, hilig o tatsulok na pag-aayos, ang pinakamalayong bus ng phase A, ang gitnang bus - phase B, ang pinakamalapit sa service corridor - phase C; mga sanga mula sa mga busbar - mula kaliwa hanggang kanan A-B-C, kung titingnan mo ang mga gulong mula sa koridor ng serbisyo. Ang kulay ng mga gulong ng parehong pangalan sa bawat electrical installation ay dapat na pareho. Itinatag ng PUE ang sumusunod na kulay ng mga gulong: na may three-phase current, ang phase A na bus ay dilaw, ang B phase ay berde, ang C phase ay pula, ang zero working N ay asul, ang zero protective PE ay nasa anyo ng mga alternating dilaw-berdeng guhitan; sa direktang kasalukuyang: positibong bus (+) - sa pula, negatibo (-) - sa asul at zero na gumagana - sa asul.
PANGKALAHATANG IMPORMASYON TUNGKOL SA MGA PAG-INSTALL NG KURYENTE
MGA BATAYANG KONSEPTO AT KAHULUGAN
mga electrical installation
ay ang mga instalasyon kung saan ang kuryente ay ginawa, binago, ipinamamahagi at natupok.
Ang mga electrical installation ay nahahati ayon sa layunin, uri ng kasalukuyang at boltahe.
Sa pamamagitan ng layunin, tulad ng makikita mula sa mismong kahulugan, ang mga electrical installation ay nahahati sa pagbuo (pagbuo ng kuryente), consumer (pagkonsumo ng kuryente) at pag-convert at pamamahagi (para sa paghahatid, pag-convert ng kuryente sa isang form na maginhawa para sa mga mamimili at pamamahagi nito sa pagitan nila). .
Ayon sa uri ng kasalukuyang, electric installation ng direkta at alternating current.
Sa pamamagitan ng boltahe, nakikilala ang mga electrical installation na may boltahe hanggang 1000 V at higit sa 1000 V. Ang mga electrical installation na may voltages hanggang 1000 V ay karaniwang nahahati sa power at lighting.
Ang kuryente ay nabubuo ng mga electric generator na naka-install sa mga power station. Depende sa uri ng enerhiya kung saan nabuo ang kuryente, ang mga power plant ay nahahati sa dalawang grupo: thermal power plants (TPP) at hydroelectric power plants (HPP). Ang mga makapangyarihang rehiyonal na thermal power plant (GRES) ay pangunahing gumagawa ng elektrikal na enerhiya. Ang mga makapangyarihang yunit na may condensing steam turbine ay naka-install sa kanila, ang tambutso na singaw kung saan pumapasok sa mga espesyal na aparato na "condensers", kung saan ito ay pinalamig at pinalalamig. Samakatuwid, ang naturang thermal power plants ay karaniwang tinatawag ding condensing power plants (CPPs).
Sa mga lugar kung saan, bilang karagdagan sa kuryente, kinakailangan ang isang malaking halaga ng thermal energy (mga sentrong pang-industriya, indibidwal na malalaking negosyo), itinatayo ang mga thermal power plant (CHP). Ang mga yunit na may mga heating turbine ay naka-install sa kanila, na nagpapahintulot sa kanila na kumuha ng bahagi ng singaw upang magbigay sa mga mamimili ng thermal energy.
Ang mga thermal power plant ay maaaring gumana sa coal, fuel oil at gas. Ang mga nuclear power plant (NPP) na gumagamit ng nuclear fuel ay inuri bilang isang hiwalay na grupo.
Ang mga electrical installation ng consumer ay isang set ng mga receiver ng kuryente na naka-install sa mga consumer ng kuryente. Kasabay nito, lahat ng sektor ng pambansang ekonomiya (industriya, transportasyon, Agrikultura at iba pa.). gayundin ang mga kultural na gusali, ospital, institusyong pang-agham at mga institusyong pang-edukasyon. Ang mga tumatanggap ng kuryente ay magkakaiba. Kabilang dito ang: mga de-kuryenteng motor na nagtutulak ng iba't ibang kagamitan sa makina at mga de-kuryenteng sasakyan; electrotechnological equipment (welding machine at device, electric furnace, electrolyzers, machine para sa electrospark processing ng mga metal, atbp.); mga gamit sa bahay (electric stoves, floor polishers, vacuum cleaner, mga washing machine, radyo, telebisyon, atbp.); mga electromedical na device at device (X-ray device, device para sa electrotherapy at electrodiagnostics, atbp.); mga instrumento at instalasyon para sa mga institusyong pang-agham (mga electron microscope at oscilloscope, radio telescope, synchrophasotrons) at, sa wakas, isang malawak na iba't ibang mga electrical light source.
Para sa paghahatid at pamamahagi ng kuryente, mayroong mga network ng kuryente na nagkokonekta sa mga istasyon ng kuryente sa isa't isa at sa mga mamimili ng kuryente.
AT Elektrisidad ng net kabilang ang mga linya ng kuryente, mga network ng pamamahagi at mga kable ng kuryente. Ang mga linya ng kuryente ay nag-uugnay sa mga planta ng kuryente sa isa't isa at sa mga sentro ng suplay ng kuryente ng mga mamimili ng kuryente. Ang mga network ng pamamahagi ay namamahagi ng kuryente sa pagitan ng mga indibidwal na mamimili at binabago ito. Samakatuwid, ang mga network ng pamamahagi ay nailalarawan sa pamamagitan ng isang malaking sangay at kasama ang maraming mga de-koryenteng substation at switchgear. Ang pagbabagong-anyo ay isinasagawa sa mga de-koryenteng substation enerhiyang elektrikal sa pamamagitan ng boltahe (pagtaas o pagbaba ng boltahe) o ayon sa uri ng kasalukuyang (pag-convert ng alternating current sa direktang kasalukuyang at vice versa).
Ang Switchgears (RU) ay ginagamit upang ipamahagi ang kuryenteng dumadaan sa kanila sa pagitan ng mga indibidwal na mamimili at palaging naglalaman ng mga busbar, kung saan ang kuryente ay binibigyan ng maraming sangay upang matustusan ang mga indibidwal na mamimili.
Ang mga de-koryenteng mga kable ay karaniwang ginagamit upang ipamahagi ang kuryente sa pagitan ng mga indibidwal na electrical receiver sa mga instalasyon na may mga boltahe hanggang 1000 V.
Hindi tulad ng iba pang mga uri ng mga produkto, ang de-koryenteng enerhiya ay nakikilala sa pamamagitan ng pagkakaisa at pagpapatuloy ng mga proseso ng paggawa nito, transportasyon (transmission) at pagkonsumo. Tinutukoy ng pagkakaibang ito sa kuryente ang mga pangunahing pagkakaiba sa pagitan ng mga negosyo na gumagawa at nagbebenta ng kuryente, pati na rin ang thermal energy (dahil ang pagbuo ng thermal energy sa isang CHP ay pangunahing isinasagawa ng parehong kagamitan at kasabay ng kuryente).
kanin. 1. Schematic na representasyon ng isang seksyon ng electrical system: 1 - hydroelectric power station. 2 - hydro generator, 3 - power transpormer. 4 - switch, 5 - switch drive, 6 - kasalukuyang transpormer, 7 - linya ng kuryente, 8 - lungsod, 9 - hydroelectric power station control panel,; 0 - control key, 11 - automation relay, - 12 - protection relay, 13 - ammeter, 14 at 15 - Telemechanics device, 16 - control panel
Ang pangunahing pang-industriya na negosyo sa industriya ng kuryente ay ang sistema ng enerhiya (sistema ng enerhiya), na isang hanay ng mga halaman ng kuryente, mga de-koryenteng at thermal network at mga mamimili ng kuryente, na magkakaugnay sa isang kabuuan ng pagkakapareho ng rehimen at ang pagpapatuloy ng proseso. ng produksyon at pamamahagi ng electric at thermal energy. Ang elektrikal na bahagi ng sistema ng kuryente ay tinatawag na sistemang elektrikal.
Ang anumang electrical installation ay dapat na kontrolado at, samakatuwid, ay dapat magkaroon, bilang karagdagan sa mga elemento na gumaganap ng mga function ng enerhiya (produksyon, paghahatid, pagbabago at pagkonsumo ng kuryente), mga elemento na gumaganap ng mga function ng impormasyon (kontrol, proteksyon, pagsukat).
Sa fig. 1 schematically nagpapakita ng isang seksyon ng electrical system, na naglalarawan ng mga pangunahing elemento na kinakailangan para sa produksyon, conversion at paghahatid ng kuryente. Ang kuryenteng nabuo sa hydroelectric power station 1 ay ipinapadala sa pamamagitan ng linya ng kuryente 7 hanggang sa lungsod 8.
Ang pangunahing kagamitan ay ginagamit para sa pagbabago ng enerhiya: hydrogenerator 2, na nagko-convert mekanikal na enerhiya sa electrical, power transformer 5, na nagko-convert ng elektrikal na enerhiya sa elektrikal na enerhiya ng mas mataas na boltahe, na kinakailangan para sa paghahatid nito na may kaunting pagkalugi sa linya ng kuryente 7, at isang high-voltage switch 4.
Upang subaybayan ang estado ng pangunahing kagamitan at kontrolin ito, ginagamit ang mga pangalawang device at device: ang drive ng high-voltage switch 5, kinematically konektado dito at kinokontrol mula sa control panel nang malayuan sa pamamagitan ng pagkilos sa control key 10 o awtomatikong mula sa ang proteksyon relay 12 at automation 11, kagamitan sa pagsukat(ammeter) 13 na konektado sa pangalawang paikot-ikot ng kasalukuyang transpormer 6, ang pangunahing paikot-ikot na kung saan ay kasama sa pangunahing circuit; telemechanics device, isang half-set 14 na kung saan ay naka-install sa control panel 9 ng hydroelectric power station, at ang isa pang half-set 15 - sa control panel 16.
Ang lahat ng mga pangalawang aparato at aparato ay idinisenyo para sa conversion ng impormasyon, pangunahin silang kasama sa mga pangalawang circuit, sa simula kung saan mayroong isang pangunahing converter (kasalukuyang transpormer 6 sa figure), direktang konektado sa pangunahing circuit at pagtanggap ng kinakailangang impormasyon mula sa ito, at sa dulo - isang direktang elemento ng kontrol ( sa figure, drive 5 ng high-voltage circuit breaker), kung saan ang isang direktang epekto sa kinokontrol na pangunahing circuit ay isinasagawa.
Dahil ang mga transformer ng instrumento at mga drive ng mga pangunahing device ay heograpikal na matatagpuan sa switchgear, ang kanilang paglalarawan ay ibinibigay sa seksyon sa switchgear.
VOLTAGE NG MGA ELECTRICAL INSTALLATION.
Upang matiyak ang normal na mga kondisyon ng operating para sa mga de-koryenteng receiver, ang kanilang pagpapalitan, pati na rin ang pagkakatugma ng antas ng boltahe ng lahat ng bahagi ng sistema ng kuryente, mula sa mga generator ng mga power plant hanggang sa mga de-koryenteng receiver, ang boltahe kung saan ginawa ang mga de-koryenteng kagamitan ay ginawang legal ng Estado. Standard (GOST 721-62), ayon sa kung saan ang mga sumusunod na rate ng boltahe ay nakatakda;
sa mga terminal ng mga generator direktang kasalukuyang-115, 230 at 460 V; sa mga terminal ng mga alternator na may dalas na 50 Hz sa pagitan ng mga phase wire ( boltahe ng linya) - 230, 400, 690, 3150, 6300, 10500, 21,000 V;
sa mga terminal ng transpormer tatlong-phase na kasalukuyang frequency 50 Hz sa pagitan ng mga phase conductor (linear voltage) pangunahing windings-0.220; 0.380; 0.660; 3 at 3.15; 6 at 6.3; 10 at 10.5; 20 at 21; 35; 110; 150; 220;330; 500; 750 V, sa pangalawang windings- 0.230; 0.400; 0.690; 3.15 at 3.3; 6.3 at €.6; 10.5 at 11; 21 at 22; 38.5; 121; 165; 242; 347; 525; 787 kV (mga boltahe 3.15; 6.3; 21 kV para sa mga pangunahing windings ng mga transformer ay tumutukoy sa mga step-up at step-down na mga transformer na direktang konektado sa mga generator ng boltahe na bus ng mga power plant o sa mga output ng generator);
DC power receiver - 6, 12, 24, 36, 48, 60, 110, 220, 440 V;
mga power receiver ng three-phase current na may dalas na 50 Hz: sa pagitan ng mga phase wire (linear voltage) -36, 220, 380, 660, 3000, 6000, 10000, 20000, 35,000, i 10,000, 220,000,000,000,000,000,000,000 at 750,000 V; sa pagitan ng phase AT neutral wire-127, 220, 380 V; mga tatanggap ng elektrikal na enerhiya single-phase na kasalukuyang dalas 50 Hz - 12, 24, 36, 127, 220, 380 V.
LARAWAN NG MGA ELECTRICAL INSTALLATION SA MGA DRAWING.
Mga uri at uri ng mga scheme.
Upang ilarawan ang mga de-koryenteng pag-install sa mga guhit, ang mga kilalang tool na ito ay ginagamit bilang mga guhit ng konstruksiyon na may mga plano at seksyon; ang mga indibidwal na produkto ay inilalarawan ayon sa mga pamantayan at GOST para sa mechanical engineering. Ngunit ang mga visual na paraan na ito ay hindi sapat upang maunawaan ang prinsipyo ng pagpapatakbo at aparato, upang i-mount at patakbuhin ang karamihan sa mga electrical installation at produkto. Samakatuwid, ang pangunahing tool para sa paglalarawan ng mga electrical installation sa mga guhit ay isang diagram.
Ang mga scheme ay nagsisilbi upang mailarawan ang mga elemento ng electrical installation at ang koneksyon sa pagitan ng mga ito sa mga guhit. Kasama ni mga elemento ng kuryente, na bumubuo ng mga de-koryenteng circuit, sa ilang mga kaso, ang mga electrical installation ay kinabibilangan ng hydraulic, pneumatic at mekanikal na mga elemento na bumubuo ng hydraulic, pneumatic at kinematic circuit, ayon sa pagkakabanggit.
Ang GOST 2701-68 ay nagbibigay para sa mga sumusunod na uri ng mga circuit: electrical, hydraulic, pneumatic at kinematic.
Depende sa layunin, ang mga scheme ay nahahati sa mga sumusunod na uri: structural, functional, principal (kumpleto), koneksyon (mounting), koneksyon, pangkalahatan at lokasyon.
Tinutukoy ng mga istrukturang diagram ang mga pangunahing bahagi ng produkto, ang kanilang layunin at kaugnayan. Ang mga scheme na ito ay binuo sa panahon ng disenyo ng mga produkto (pag-install) sa mga yugto bago ang pagbuo ng iba pang mga uri ng mga scheme, at ginagamit ang mga ito sa panahon ng operasyon para sa pangkalahatang pamilyar sa produkto (pag-install).
Ipinapaliwanag ng mga functional na diagram ang ilang mga prosesong nagaganap sa ilang mga functional circuit ng produkto (pag-install) o sa produkto sa kabuuan. Ang mga functional na diagram ay ginagamit upang pag-aralan ang mga prinsipyo ng pagpapatakbo ng produkto, pati na rin sa panahon ng pagsasaayos nito. Ang mga istruktura at functional na diagram ay kumakatawan sa produkto sa anyo ng magkahiwalay na mga bloke, na inilalarawan ng mga parihaba, na nakaayos sa isang tiyak na pagkakasunud-sunod at konektado ng mga arrow na tumutukoy sa mga link sa pagitan ng mga bloke na ito. Ang bawat bloke ay maaaring binubuo ng maraming elemento na hindi ipinapakita sa ipinahiwatig na mga diagram, ngunit sa pangkalahatan ay inilaan para sa isang tiyak na conversion, halimbawa: isang rectifier, isang amplifier, isang converter pare-pareho ang boltahe sa isang alternating (inverter), frequency converter, atbp. Ang mga functional na diagram ay karaniwang mas detalyado kaysa sa mga block diagram. Tinutukoy ng block representation ng mga circuit na ito kung ano ang madalas na tinatawag na block diagram sa literatura.
Ang eskematiko (kumpleto) na diagram ay tumutukoy sa kumpletong komposisyon ng mga elemento at ang mga relasyon sa pagitan nila, ay nagbibigay ng isang detalyadong ideya ng prinsipyo ng pagpapatakbo ng produkto (pag-install), nagsisilbing batayan para sa pagbuo ng iba pang mga dokumento ng disenyo at ginamit upang pag-aralan ang mga prinsipyo ng pagpapatakbo ng produkto, pati na rin sa panahon ng pagsasaayos nito. Kung ang produkto (pag-install) ay may kasamang mga device na may mga circuit diagram, kung gayon ang mga naturang device sa diagram ng produkto ay dapat isaalang-alang bilang mga elemento. Sa kasong ito, ang prinsipyo ng pagpapatakbo ng produkto ay tinutukoy ng kabuuan ng circuit diagram nito at mga circuit diagram ng mga device na ito.
Ang diagram ng koneksyon (pag-install) ay nagpapakita ng mga koneksyon ng mga bahagi ng produkto (pag-install) at tinutukoy ang mga wire, bundle, cable at pipeline na gumagawa ng mga koneksyon na ito, pati na rin ang mga lugar ng kanilang koneksyon at input (mga clamp, konektor, bushings. , atbp.). Ginagamit ang mga ito kapag gumagawa ng mga koneksyon (pag-install), pati na rin kapag nagse-set up ng produkto.
Ang Wiring Diagram (dating tinatawag na External Wiring Diagram) ay nagpapakita ng mga panlabas na koneksyon ng produkto.
Ang pangkalahatang pamamaraan ay tumutukoy sa mga bahagi ng complex at ang kanilang koneksyon sa site ng operasyon.
Tinutukoy ng layout diagram ang relatibong lokasyon ng mga bahaging bahagi ng produkto (pag-install), at, kung kinakailangan, mga wire, bundle, cable, atbp.
Tulad ng nabanggit kanina, kapag gumuhit ng mga diagram, ang mga indibidwal na elemento ng produkto at ang mga relasyon sa pagitan ng mga ito ay dapat na biswal. Sa kasong ito, ang mga sumusunod na conventional graphic na simbolo ay ginagamit, na itinatag ng GOSTs:
GOST 2.721-74. Mga pagtatalaga para sa pangkalahatang paggamit.
GOST 2.722-68. Ang mga makina ay de-kuryente.
GOST 2.723-68. Inductors, chokes, transformers at magnetic amplifier.
GOST 2.724-68. Mga electromagnet.
GOST 2.725-68. Pagpapalit ng mga device.
GOST 2.726-68. Mga kasalukuyang kolektor.
GOST 2.727-68. Mga discharger, piyus.
GOST 2.728-68. Mga resistor, capacitor.
GOST 2.729-68. Mga instrumento sa pagsukat ng elektrikal.
GOST 2.730-68. Mga aparatong semiconductor.
GOST 2.731-68. Mga aparatong electrovacuum.
GOST 2.732-68. Mga pinagmumulan ng liwanag.
GOST 2.738-68. Mga elemento ng kagamitan sa telepono.
GOST 2.741-68. Mga acoustic device.
GOST 2.742-68. Electrotechnical kasalukuyang mga mapagkukunan.
GOST 2.745-68. Mga electric heater, electrothermal device at installation.
GOST 2.750-68. Uri ng kasalukuyang at boltahe, mga uri ng paikot-ikot na koneksyon, mga hugis ng pulso.
GOST 2.751-68. Mga linya ng komunikasyong elektrikal, kawad, kable, gulong at mga koneksyon ng mga ito.
Ang mga sukat ng conditional graphic na mga imahe ay itinatag ng GOST 2.747-68. Ang mga patakaran para sa pagpapatupad ng mga de-koryenteng, kinematic, pati na rin ang haydroliko at pneumatic circuit ay tinukoy ng GOST 2.702-69, 2. 703-68 at 2.704-68.
Mga pagtatalaga ng mga de-koryenteng kagamitan at mga kable sa mga plano (kung kinakailangan at sa mga seksyon) ng mga gusali, teritoryo at mga indibidwal na silid itinatag ng GOST 7621-55. 
kanin. 2. Mga simbolo ng power plant at substation:
a - pangkalahatan, b - bukas na pag-install, c - saradong pag-install. g - yunit ng mobile
Sa fig. 2 sa itaas na hilera ay nagpapakita ng mga simbolo ng mga power plant at sa ibabang hilera - mga substation: pangkalahatan (Larawan 2, a), bukas na pag-install (Larawan 2, b), saradong pag-install (Larawan 2, c), pag-install ng mobile (Larawan 2, d) (Ang mga marka ng mga umiiral na istruktura ay may kulay). Sa fig. 3 ay nagpapakita ng mga pagtatalaga ng mga de-koryenteng network at mga elemento ng istruktura para sa mga de-koryenteng mga kable, at sa fig. 4 - mga pagtatalaga ng mga lamp at pag-install ng mga electrical appliances.
Karaniwan, sa tabi ng graphic na pagtatalaga, ang isang paliwanag na inskripsyon ay ibinibigay na nagpapahiwatig ng serial number ng kaukulang kagamitan, uri nito, at kung minsan ay ilang mga parameter. Halimbawa: P - starter, 2SHR - cabinet ng pamamahagi, ang pagtatalaga ng lampara 3/60 ay nagsasabi na mayroon itong tatlong lamp na 60 W bawat isa, atbp.
Bilang karagdagan, ang Pamantayan ng Estado ay nagtatatag din ng mga graphic na simbolo ng mga planta ng kuryente at mga substation sa mga scheme ng supply ng kuryente (GOST 2.748-68), ang mga pagtatalaga ng mga pangunahing dami at kondisyon na mga imahe ng mga aparato sa mga scheme ng automation mga proseso ng produksyon(GOST 3925-59). Ang isang espesyal na lugar ay inookupahan ng GOST 9099-59. Circuit marking system in mga electrical installation(ang mga isyu sa pagmamarka ay tinalakay sa ibaba).
Ang lahat ng mga wiring diagram ay maaaring hatiin sa dalawang grupo! pangunahin (kapangyarihan) at pangalawang paglipat (mga control circuit, pagsenyas, pagharang, proteksyon at automation).
Ang mga pangalawang switching circuit ay karaniwang mas kumplikado kaysa sa mga pangunahing circuit kung saan sila nabibilang. Sa lahat ng mga scheme, tatlo ang pinakakaraniwan sa mga electrical installation: principal (kumpleto), connections (mounting) at connections.
Ang pangalawang switching circuit diagram ay ginagawa sa magkahiwalay na mga circuit, na ang bawat circuit ay nagsisimula sa isang poste ng DC source (o sa isa sa mga phase ng AC source) at nagtatapos sa kabilang poste ng DC source (o sa kabilang phase, o sa neutral wire ng AC source) . 
kanin. 3. Mga pagtatalaga sa mga plano ng mga de-koryenteng network at mga elemento ng istruktura ng mga de-koryenteng mga kable: a - mga linya ng mga network ng pamamahagi ng kuryente: alternating current na may boltahe hanggang 500 V, direktang kasalukuyang, pangalawang circuit, alternating current na may boltahe sa itaas 500 V, at - mga linya ng mga network ng pag-iilaw: nagtatrabaho, emerhensiya, seguridad , boltahe ng 36 V at mas mababa, v-pagbabago sa antas ng pagtula: bumaba ang linya, ang linya ay nagmumula sa itaas, ang mga sanga ng linya pataas at pababa, d - mga kable ng cable: inilatag ang cable lantaran, cable channel, cable trench, cable block, d - structural elements : distribution cabinet, branch pipe para sa pagpasa sa kisame. mga istraktura para sa cable at pipe fastening, cable fastening
Ang mga kadena na ito ay maaaring ilagay nang pahalang (unang kadena sa itaas) o patayo (unang kadena sa kaliwa) nang sunud-sunod sa pagkakasunud-sunod kung saan gumagana ang mga ito. 
kanin. 4. Mga pagtatalaga sa mga plano ng mga fixture at pag-install ng mga electrical appliances: a - socket, b - switch: single-pole, two-pole, three-pole, switch, c- cartridges: ceiling suspension na may normal na kartutso, dingding, d - chandelier na may mga incandescent lamp, e - electrical structure: distribution cabinet, working lighting group panel, emergency lighting group panel
Ang paglipat ng mga elemento ay inilalarawan sa mga diagram, bilang isang panuntunan, sa off state, ibig sabihin, sa kawalan ng kasalukuyang sa lahat ng mga circuit at panlabas na pwersa na kumikilos sa paglipat ng mga contact. Ang mga switch na walang naka-off na posisyon ay ipinapakita sa mga diagram sa isa sa mga nakapirming posisyon, na kinuha bilang paunang posisyon. Ang mga pangalawang switching circuit diagram ay maaaring sinamahan pa sa parehong sheet ng mga circuit diagram ng mga pangunahing circuit na tinutukoy ng mga ito (ang huli ay madalas na tinutukoy bilang mga paliwanag na diagram). Ang schematic diagram ay maaaring para sa buong pag-install at magbigay ng kumpletong larawan ng operasyon nito, o maaari itong para sa isa sa mga produkto nito, halimbawa, isang control station, isang alarm panel, isang pangalawang paglipat ng isang switchgear cell, atbp. Ang diagram ng eskematiko ng pag-install ng pangalawang switching, bilang karagdagan sa itaas na nagpapaliwanag na diagram ng mga pangunahing circuit, ay sinamahan ng isang listahan ng mga elemento, mga diagram ng mga control key, at mga paliwanag na inskripsiyon. Bilang karagdagan, nagbibigay ito ng mga link sa iba pang mga diagram (pag-install, mga koneksyon, mga circuit diagram ng mga device na kasama sa pag-install na ito).
Pagmarka sa mga electrical installation. Ang pagmamarka ay isang hanay ng mga simbolo (numerical, alphabetic o alphanumeric) na itinalaga sa mga de-koryenteng device, kaugnay na produkto, kagamitan, apparatus, device, clamp assemblies at electrical circuit at inilapat sa mga ito at sa mga diagram ng mga device na ito. Mga panuntunan sa pagpapatupad mga de-koryenteng circuit(GOST 2.702-69) ay nangangailangan na ang sistema ng pagtatalaga ng circuit sa mga diagram ay sumunod sa GOST 9099-59 o iba pang mga normatibo at teknikal na dokumento na ipinapatupad sa mga industriya. Dapat pansinin na ang GOST 9099-59 ay nagtatatag ng isang sistema para sa pagmamarka lamang ng kontrol, kontrol at proteksyon, ibig sabihin, pangalawang paglipat ng mga electrical installation at hindi nagbibigay para sa pagmamarka ng mga output ng mga device, pipe, cable, pull-out at junction box, mga suporta at iba pang elemento.
Isinasaalang-alang na ang mga produkto ng iba't ibang mga pabrika ay may iba't ibang mga marka, malinaw kung anong mga kahirapan ang nauugnay sa pagmamarka ng mga electrical installation kapag ang lahat ng mga produktong ito ay dumating sa lugar ng pag-install.
Samakatuwid, kapag nagdidisenyo ng mga de-koryenteng pag-install, ang tinatawag na pangkalahatang pagmamarka ay ipinakilala, na isinasagawa ayon sa ilang mga patakaran, at sa ilang mga kaso, kasama ang pagmamarka na ito, ang pagmamarka ng produkto ay inilalapat din sa mga diagram. Sa kasong ito, kinakailangang obserbahan ang kondisyon na ang pagmamarka ng parehong mga elemento ay pareho sa lahat ng uri ng mga diagram (punong-guro, koneksyon, koneksyon, atbp.).
Ang mga bagay ng pag-label ay: sa mga diagram ng circuit- kotseng dekuryente, kumpletong mga device, kagamitan at kagamitan, mga lugar mga de-koryenteng circuit; sa mga diagram ng koneksyon, bilang karagdagan, - mga pagtitipon ng mga clamp at clamp ng mga aparato; sa mga diagram ng koneksyon - kumpletong mga aparato, mga de-koryenteng makina, mga stand-alone na aparato at aparato, mga panlabas na konduktor na konektado sa mga clamp ng kagamitan, at ang mga clamp mismo.
Ang bawat elemento ng scheme ay dapat magkaroon ng isang reference designation, na isang pinaikling pangalan ng elemento, at, kung kinakailangan, ang functional na layunin nito. Halimbawa, ang switch ay itinalaga ng titik B, at kung mayroon ding emergency switch, ito ay itinalagang BA. Bilang karagdagan, ang tag ay maaaring maglaman ng numeric na bahagi. Ang mga numero pagkatapos ng bahagi ng titik ay nagpapahiwatig ng serial number ng elemento, at bago ang bahagi ng titik, ang numero ng koneksyon (drive, linya, atbp.) kung saan kabilang ang elementong ito. Halimbawa, kung ang diagram ay ibinigay para sa isang pag-install na naglalaman ng ilang mga drive, at ang bawat isa ay naglalaman ng ilang mga contactor, kung gayon ang reference na pagtatalaga, halimbawa, 2KL1, ay tumutukoy sa unang linear contactor ng drive 2. Positional designations sa pangalawang switching diagram na may pahalang Ang pag-aayos ng mga circuit ay ibinibigay sa itaas ng graphic na representasyon ng mga elemento, at may isang patayong pag-aayos ng mga chain - sa kanan.
Upang makilala ang mga konduktor na kumokonekta sa mga elemento ng circuit, minarkahan sila. Ang bawat seksyon ng circuit ay itinalaga ng isang numero. Kapag dumadaan sa isang contact, risistor, fuse, winding, nagbabago ang numero. Malinaw, tinitiyak din nito ang pagmamarka ng mga konklusyon ng mga kaukulang elemento. Gayunpaman, dahil sa mga produkto (mga aparato, instrumento, atbp.) May pabrika na nagmamarka ng mga konklusyon, sa ilang mga kaso ipinapayong ipakita ito sa mga diagram. Ang pagmamarka ng pabrika ng mga output ay nakasulat sa mga bracket.
Ang malaking kahalagahan ay ang pag-iisa ng mga sistema ng pagmamarka, kapag ang mga pare-parehong numero ay ginagamit sa anumang mga scheme para sa parehong mga circuit, halimbawa: para sa plus - 1, 101, 201; para sa minus - 2, 102, 202.; para sa DC control circuits - 103-199, 3-99, 203-299; para sa mga circuit ng alarma - 701-710, atbp.
Ang paggamit ng mga scheme na hindi ibinigay ng mga pamantayan. Kung para sa mga kumplikadong electrical installation ang halaga ng impormasyon na kinakailangan para sa kanilang pagsasaayos at operasyon ay hindi mailipat ng mga naitatag na uri ng mga circuit, pinapayagan ng pamantayan ang pagbuo ng iba pang mga circuit.
Sa partikular, para sa mga adjuster at operating personnel, ang tinatawag na circuit wiring diagram ay kapaki-pakinabang, na ginagawa sa parehong paraan tulad ng mga circuit diagram, ngunit kasama ang karagdagang impormasyon mula sa mga wiring diagram (connection diagram) at connection diagram (factory marking of product mga lead, clamp, clamp assemblies, cable , pipe, atbp.).
Elektrisidad ng net.
Ang mga de-koryenteng network ay ang pinakakaraniwang mga pag-install ng kuryente, at mas madalas na ginagamit ang mga de-koryenteng network na direktang konektado sa receiver ng kuryente na may boltahe sa ibaba 1000 V.
Ang mga network hanggang sa 380 V inclusive ay isang four-wire three-phase system na may patay na neutral na saligan (Larawan 5).
kanin. 5. Diagram ng isang four-wire network
Ang mga de-koryenteng lampara at kagamitan sa bahay (mga kalan ng kuryente, refrigerator, radyo, telebisyon, atbp.) ay konektado sa pagitan ng isa sa mga phase at neutral na mga wire. Ang na-rate na boltahe ng naturang mga network ay ipinahiwatig ng dalawang numero, halimbawa, 220/127 o 380/220 V. Ang numerator ng fraction ay tumutugma sa linear at ang denominator sa phase boltahe ng network.
PAG-INSTALL NG MGA ELECTRICAL INSTALLATION
Mga prinsipyo ng organisasyon ng pagsasagawa ng gawaing pag-install.
Ang pagpapatupad ng mga gawain ng electrification ng pambansang ekonomiya ay nangangailangan ng isang mataas na antas ng organisasyon ng konstruksiyon at isang pagtaas sa kapasidad ng mga organisasyon ng konstruksiyon at pag-install.
Ang paglipat sa isang bagong sistema ng pagpaplano at pang-ekonomiyang mga insentibo ay lumilikha ng walang limitasyong mga pagkakataon para sa karagdagang pagpapabuti ng produksyon ng mga de-koryenteng trabaho at ang pagkamit ng mataas na teknikal at pang-ekonomiyang mga tagapagpahiwatig, na, sa turn, ay titiyakin ang maaasahan at matipid na operasyon ng mga naka-install na electrical installation.
Ang pangunahing prinsipyo ng organisasyon ng mga gawaing pagtatayo at pag-install ay ang paraan ng kontrata. Ang isang negosyong nasa ilalim ng konstruksyon o pagpapalawak (customer) ay pumapasok sa isang kasunduan sa isang dalubhasang (karaniwan ay konstruksiyon) na organisasyon (pangkalahatang kontratista), na ipinapalagay ang obligasyon na isagawa ang lahat ng konstruksiyon at pag-install ng mga gawa sa itinakdang halaga at sa loob ng tinukoy na oras.
Ang pangkalahatang kontratista ay nagsasagawa ng pangkalahatang gawaing konstruksyon nang mag-isa, at nakikipag-ugnayan sa mga nauugnay na organisasyon (subcontractor) upang magsagawa ng iba pang mga uri ng trabaho. Sa partikular, ang isang organisasyon ng pag-install ng elektrikal ay kasangkot sa pagsasagawa ng gawaing pag-install ng elektrikal.
Ang mga modernong pamamaraan ng pagtatayo at pag-install ng trabaho ay batay sa industriyalisasyon at pagdadalubhasa ng mga gawaing ito.
Ang industriyalisasyon ng mga gawaing konstruksyon at pag-install ay nangangahulugang ang paglipat ng karamihan sa mga trabaho na hindi katanggap-tanggap o mahirap i-mechanize at i-automate sa lugar ng pagpupulong sa mga pabrika sa industriya ng konstruksiyon at mga produktong pag-install ng kuryente, na tumutulong upang mapabuti ang mga kondisyon sa pagtatrabaho para sa konstruksiyon at pag-install tauhan, pataasin ang produktibidad ng paggawa at lubhang bawasan ang oras ng pag-install.
Halimbawa, ang paggawa ng mga panel sa dingding na may mga channel para sa mga de-koryenteng wire at may mga saksakan para sa mga switch at socket sa mga pabrika sa industriya ng konstruksiyon ay nagpapalaya sa mga installer mula sa matagal na gawaing pagsuntok. Ang paggawa ng mga kumpletong busbar sa mga pabrika ng mga produktong de-koryenteng pag-install ay nag-aalis ng karamihan sa trabaho sa lugar ng pag-install na nauugnay sa pangangailangan na iproseso ang mga gulong, atbp.
Sa ilalim ng espesyalisasyon ng konstruksiyon at pag-install ng trabaho ay nauunawaan ang paglipat ng ilang mga espesyal na uri ng trabaho na nangangailangan ng mga espesyal na kagamitan at mga espesyal na teknolohikal na kagamitan, pati na rin ang isang espesyal na seleksyon ng mga tauhan ng pag-install, sa mga espesyal na organisasyon.
Ang ganitong mga espesyal na uri ng trabaho ay kinabibilangan ng pag-commissioning, pag-install ng kapangyarihan (lalo na ang mataas na kapangyarihan) mga transformer, cable laying work (lalo na sa isang malaking volume at sa mahirap na kondisyon), na nangangailangan ng paggamit ng mga kumplikadong mekanismo at aparato, magtrabaho sa pag-install ng instrumentation (instrumentasyon), atbp.
Kasama ng industriyalisasyon at pagdadalubhasa sa panahon ng pagtatayo at pag-install, kinakailangan na direktang ipakilala ang progresibong teknolohiya at mekanisasyon sa mga bagay na ini-mount.
Natural, ang industriyalisasyon, kapag gumagamit ng progresibong teknolohiya at paraan ng mekanisasyon sa mga naka-mount na bagay, ay nangangailangan mataas na lebel pagpaplano, organisasyon at paghahanda ng produksyon.
Ang isinasaalang-alang na mga prinsipyo ng samahan ng mga gawaing konstruksyon at pag-install ay tinutukoy din ang istraktura ng tiwala sa pag-install ng elektrikal, na, bilang karagdagan sa administratibo at pang-ekonomiyang kagamitan at pangkalahatang mga departamento, sa aparato ng tiwala mismo ay dapat isama ang mga sumusunod na yunit:
isang bilang ng mga de-koryenteng departamento ng pag-install ng pangkalahatang profile (EMU), ang bawat isa ay nagsasagawa ng pangunahing gawain sa pag-install ng kuryente sa kaukulang lugar na kasama sa saklaw ng tiwala;
isang dalubhasang departamento na nagsasagawa ng mga espesyal na uri ng trabaho;
electrical laboratoryo (ETL), ang mga pangunahing pag-andar kung saan ay ang organisasyon ng pagpapakilala ng mga bagong kagamitan at progresibong teknolohiya ng elektrikal na trabaho, pagsuri sa kalidad ng mga de-koryenteng trabaho sa mga site ng pag-install ng tiwala at pagsubaybay sa pagsunod sa ipinag-uutos na teknolohiya at mga code ng gusali at mga regulasyon (SNiP), mga materyales sa pagsubok, mga produkto at aparato, na ginagamit sa pagganap ng mga gawaing elektrikal, pati na rin ang pag-verify, rebisyon at tulong sa pagpapatupad ng mga panukala sa rasyonalisasyon ng mga innovator ng produksyon.
Ang mga pangunahing subdibisyon ng tiwala sa pag-install ng elektrisidad ay ang mga departamento ng pag-install ng kuryente, na mga negosyo ng sosyalistang uri, na tumatakbo sa batayan ng accounting sa gastos. Ang bawat departamento ng electrical installation ay kinabibilangan ng mga electrical installation section, isang assembly and procurement section (MZU), isang pre-production section (UPP) na may configuration group, pati na rin ang experimental technological group (ETG). Isaalang-alang natin ang ilan sa mga ito.
Ang mga lugar ng pag-install ng elektrisidad ay nagbibigay ng mga gawaing pag-install ng kuryente nang direkta sa mga lugar ng pag-install. Ang lugar ng pagpupulong at paghahanda ay mahalagang isang link na nagpapataas ng antas ng industriyalisasyon ng mga de-koryenteng trabaho, gumaganap ng isang bilang ng mga trabaho sa mga workshop para sa pagkumpleto ng kagamitan, pagmamanupaktura ng mga seksyon ng mga kable, pinalaki na mga elemento (mga bloke at bulk na elemento), atbp.
Ang pangkat na eksperimental-teknolohiya ay nagsisilbing magpakilala ng mga bagong kagamitan at advanced na teknolohiya sa pamamahala ng kuryente. Karaniwan, kasama sa ETG ang mga manggagawang pang-inhinyero at teknikal at mga manggagawang may mataas na kasanayan mula sa kawani ng EMU. Sa eksperimentong teknolohikal na grupo, sila ay bumuo, gumagawa at nagpapakilala ng mga tool, fixtures at mekanismo ayon sa mga panukala ng mga pinuno sa produksyon.
Ang mga espesyal na departamento ng pag-install ay nagsasagawa ng mga espesyal na uri ng trabaho, pangunahin sa mga departamento ng pag-install ng elektrikal ng tiwala.
Isa sa mga ganitong uri ng mga espesyal na gawa ay commissioning. Samakatuwid, ang istraktura ng dalubhasang departamento ng bawat tiwala ay kinakailangang kasama ang isang site ng pagsasaayos (shop), at bilang karagdagan, kadalasan ang isa o higit pang mga site ng pagpupulong (mga tindahan), halimbawa, para sa pag-install ng mga transformer, mga de-koryenteng makina, mga accumulator, cable at overhead na mga linya, control at measurement device (KIP). Ginagawa nitong posible na magbigay ng tiwala sa mataas na kwalipikadong mga espesyalista sa mga nauugnay na uri ng trabaho; upang tumutok sa isang lugar ng isang malaking fleet ng mga de-koryenteng instrumento sa pagsukat at kagamitan sa pagsubok, iba't ibang mga mekanismo na nagbibigay ng mga progresibong pamamaraan para sa pagsasagawa ng kaukulang mga uri ng espesyal na trabaho; lumikha ng mga kondisyon para sa mas mahusay na paggamit ng mga kagamitan at mekanismo; upang matiyak ang pagtaas sa produktibidad at kalidad ng mga gawaing elektrikal sa EMU ng tiwala.
Ang mga code at regulasyon ng gusali (SNiP) ay nagbibigay para sa paggawa ng mga gawaing elektrikal sa dalawang yugto.
Ang unang yugto ay nagbibigay para sa pagpapatupad ng paghahanda at pagkuha ng trabaho (pag-install ng mga naka-embed na bahagi sa mga istruktura ng gusali, paghahanda ng mga ruta ng mga de-koryenteng mga kable, mga linya ng kable at mga network ng saligan, pag-install ng mga istrukturang elektrikal at mga sumusuportang bahagi mga de-koryenteng kasangkapan at mga device, atbp.). Ang trabaho sa unang yugto ay karaniwang isinasagawa kasabay ng pangkalahatang konstruksyon pagkatapos matukoy ang kanilang naaangkop na kahandaan (halimbawa, ang pag-install ng mga naka-embed na bahagi para sa pag-aayos ng kagamitan ay isinasagawa kapag naglalagay ng mga dingding o nag-iipon ng mga ito mula sa malalaking panel at mga bloke, pati na rin kapag paggawa ng mga kisame at subfloors; pag-install ng mga istruktura para sa pag-aayos ng mga bukas na mga kable at grounding bus pagkatapos ng plastering ng mga dingding, kisame at subfloors).
Bilang karagdagan, sa unang yugto, sa parehong oras, ang mga kumpletong aparato ay inihanda para sa pag-install sa MZU, at ang pinalaki na mga yunit ng pagpupulong at mga bloke ay ginawa at binuo. Sa parehong yugto, ang isang bilang ng mga gawain sa pag-commissioning ay isinasagawa (pagsusuri ng kagamitan, pagsasaayos ng mga instrumento at kagamitan sa relay, atbp.).
Sa ikalawang yugto, ang pinagsama-samang pinalaki na mga yunit at mga bloke ng pag-install ng kuryente ay naka-mount, mga de-koryenteng mga kable at ang network ay ginaganap proteksiyon na lupa sa mga inihandang track, atbp. Ang gawain ng yugtong ito ay isinasagawa lamang pagkatapos makumpleto ang pangkalahatang gawaing pagtatayo, kabilang ang pagtatapos ng trabaho, at pagtanggap ng mga lugar para sa pag-install.
Produksyon ng gawaing elektrikal.
Ang organisasyon at pagsasagawa ng mga gawaing elektrikal ay tinutukoy ng likas na katangian ng bagay na ilalagay (mga gusali ng tirahan at kultura, mga pasilidad na pang-industriya, nakuryenteng transportasyon, mga kumplikadong enerhiya) at ang uri ng pag-install ng elektrikal o ang seksyon na ini-mount (mga kable, linya ng cable, overhead line, switchgear, shop electrical network, grounding device at iba pa).
Halimbawa, kapag nagsasagawa ng mga de-koryenteng gawain sa mga gusali ng tirahan at kultura, ang dami at kalidad ng trabaho na isinagawa ay nakasalalay sa antas ng pagiging handa ng pabrika para sa mga de-koryenteng pag-install ng mga panel sa dingding at mga panel ng sahig na ginawa ng mga halaman sa industriya ng konstruksiyon.
Kung sa paggawa ng mga panel ng dingding at sahig, ang mga channel para sa mga wire at socket para sa mga de-koryenteng kagamitan sa pag-install ay ibinibigay, kung gayon ang pagiging produktibo at kalidad ng gawaing elektrikal ay tataas nang malaki at ang pag-commissioning ng mga pasilidad na nasa ilalim ng konstruksyon ay mapabilis. Bilang karagdagan, ang karamihan sa trabaho ay inililipat sa mga departamento ng pag-install ng MZU.
Sa panahon ng pag-install ng mga switchgear, ang kagamitan (kumpletong switchgears) na may mataas na antas ng pagiging handa ng pabrika ay ibinibigay sa pasilidad. Napakahalaga ng mahusay na organisasyon ng trabaho sa lugar ng pagpupulong.
Sa partikular, isinasaalang-alang ang malalaking masa at sukat ng kumpletong switchgears, kinakailangang bigyang-pansin ang pag-angat at transportasyon ng mga sasakyan para sa transportasyon at pag-install ng kagamitan.
Kapag nag-i-install ng mga linya ng cable, ang pangunahing halaga ng trabaho ay kailangang gawin sa lugar ng pag-install (paghahanda ng ruta, pagtula ng cable, pag-install ng mga coupling at pagwawakas). kaya lang pinakamahalaga ay may kagamitan para sa mga gawaing ito na may mga mekanismo para sa paglalagay ng mga kable, pag-angat at transportasyon ng mga sasakyan para sa paghahatid ng mga tambol na may mga kable sa lugar ng pag-install, iba't ibang mga aparato at mga tool para sa pag-mount ng mga coupling.
Pag-install ng mga de-koryenteng mga kable sa mga gusali ng tirahan at kultura.
Ang paghahanda ng mga electrical wiring assemblies ay isinasagawa sa linya ng produksyon sa MZU ng pamamahala ng pag-install (Larawan 72).
Ang mga lalagyan 14 na may mga mounting unit ay dinadala sa bagay na mai-mount, kung saan ang mga wire ay hinihigpitan sa mga channel, ang kaukulang mga wiring device ay naka-install at nakakonekta.
![]()
kanin. 72 Teknolohikal na linya para sa paghahanda ng mga electrical wiring assemblies: 1 - cabinet-rack para sa pag-iimbak ng mga coils ng mga wire, 2 - isang turntable para sa unwinding wires mula sa coils, 3 - isang mekanismo para sa pagsukat ng wire cutting, 4 - isang mekanismo para sa winding wire segments sa coils, 5 - isang carousel drive, 6 - isang mekanismo para sa pagtanggal at pagbaluktot ng mga singsing sa mga dulo ng mga wire, 7 - isang carousel drive, 8 - isang mekanismo para sa pag-twist ng mga wire core, 9 - isang talahanayan para sa pag-assemble ng isang mounting unit, 10 - isang talahanayan para sa pag-mount ng mga yunit ng pagpupulong, 11 - isang welding post, 12 - isang talahanayan para sa pagsuri sa kawastuhan ng pagpupulong ng mga mounting unit, kalidad ng hinang, pagpili at pagmamarka, 13 - cabinet para sa mga natapos na produkto, 14 - lalagyan
Para sa mga tipikal na serye ng mga gusali ng tirahan, ang mga teknolohikal na mapa ay binuo na tumutukoy sa pagkakasunud-sunod ng mga operasyon, mga ruta ng mga paglipat mula sa isang silid patungo sa isa pa, mga tool at mga fixture.
Mayroong dalawang mga paraan para sa pag-install ng mga de-koryenteng mga kable sa mga gusali ng tirahan at kultura: nodal at beam.
Gamit ang paraan ng nodal, ang circuit ng mounting unit ay ginaganap sa MZU, kung saan ang linya ng produksyon (tingnan ang Fig. 72) ay nilagyan ng welding post AT, at ang koneksyon ng pag-install ng mga de-koryenteng aparato (mga socket at switch) ay direkta sa bagay na ini-mount. Sa kasong ito, ang mga wire ay kinaladkad sa mga channel mula sa junction box (node) sa kaukulang mga kahon para sa pag-install ng mga wiring device.
Gamit ang paraan ng beam sa MZU, ang mga de-koryenteng kagamitan sa pag-install ay konektado sa mga inihandang wire, at sa bagay na ini-mount, ang mga wire na ito (beam) ay kinakaladkad mula sa mga kahon para sa kaukulang mga wiring device patungo sa junction box, kung saan ang mga wire ay konektado (circuit assembly). Kasabay nito,
mga mekanismo para sa pagbuo ng mga singsing sa mga dulo ng mga wire at pagkonekta sa mga dulong ito sa mga wiring device.
Sa bagay na ini-mount sa isang lalagyan, kasama ang mga blangkong wire na konektado sa mga electrical installation device, ang mga espesyal na universal clamp ay inihahatid para sa pagkonekta ng mga wire sa GAO sleeves, GAO sleeves, quartz-vaseline paste at insulating caps, pati na rin ang mounting platforms PM-800 o PM-600 kung saan maaaring magsagawa ng trabaho ang electrician.
Ang paraan ng beam ng pag-install ng mga kable ay kinikilala bilang mas produktibo at promising kumpara sa nodal, gayunpaman, upang makuha ang likas na mataas na teknolohikal na mga tagapagpahiwatig nito, kinakailangan na magkaroon ng isang partikular na malinaw na organisasyon ng trabaho sa lahat ng mga yugto ng pag-install at isang mataas na antas ng prefabrication ng mga panel ng dingding para sa pag-install ng kuryente.
Pag-install ng mga de-koryenteng network ng workshop.
Ang pag-install na ito ay pangunahing isinasagawa sa mga sarado at protektadong busbar (pangunahing ShMA, pamamahagi ng ShRA, atbp.) na mga kahon.
Ang pinaka-maaasahan ay ang mga duct ng bus na ibinibigay ng mga pabrika sa anyo ng mga hiwalay na seksyon (tuwid, angled, tee, pagkonekta, atbp.).
Ang mga tuwid na seksyon ay ginawa na may average na haba na 3 m (depende sa uri ng busbar trunking, ang haba ng mga seksyon ay maaaring mas maikli o mas mahaba).
Ang pag-install ng mga busbar ay maaaring isagawa sa pamamagitan ng direktang pag-assemble sa inihandang ruta mula sa mga seksyon na ibinibigay ng mga pabrika, pag-assemble sa pinalaki na mga bloke (lashes) na 9-12 m, na binuo mula sa ilang mga seksyon sa MZU o direkta sa lugar ng pag-install.
Bukod dito, ang planta ay nagbibigay ng mga bolted na koneksyon ng mga seksyon ng busbar. Gayunpaman, sa pagsasagawa ng pag-install, ang mga welded joint na ginawa ng isang electric arc, isang consumable electrode sa isang shielding gas (argon) ay malawakang ginagamit. Upang gawin ito, sa MZU o direkta sa lugar ng pag-install, ang isang teknolohikal na linya ay nilagyan, kabilang ang mga istasyon ng hinang, isang tilter, mga conductor para sa welding busbar trunking joints.
Ang mga bukas na inilatag na insulated na mga wire at cable ay naging laganap sa mga network ng mga de-koryenteng tindahan. Ang mga sumusuportang istruktura para sa mga ito ay mga tray, kahon at prefabricated na istruktura ng cable na ibinibigay ng mga pabrika, at ang mga tray at kahon ay idinisenyo para sa mga insulated wire at mga hubad (unarmoured) na mga kable ng maliliit na seksyon (hanggang sa 10-16 mm 2), at ang mga kable ng malalaking seksyon ay inilalagay sa kahabaan ng mga prefabricated na istruktura ng cable o direkta sa mga pundasyon ng gusali (mga pader, kisame).
Sa mga nagdaang taon, ang mga kable sa plastic, lalo na ang mga vinyl plastic pipe, ay malawakang ginagamit.
Ang mga plastik na tubo ay madaling iproseso, may mahusay na mga katangian ng insulating, ay lumalaban sa maraming mga agresibong kapaligiran, at madaling i-drag ang mga wire sa kanila. Kung polyethylene at mga tubo ng propylene ay angkop lamang para sa nakatagong pagtula, pagkatapos ay ginagamit din ang vinyl plastic para sa bukas na pagtula.
Sa kasalukuyan, ang pag-install ng mga kable ng tubo ay nangangailangan ng makabuluhang trabaho sa MZU (dimensional na pagputol ng mga tubo, paggawa ng mga elemento ng sulok, socket at fastener, kagamitan).
Ang baluktot at paggawa ng mga socket ay nangangailangan ng preheating, kung saan ginagamit ang mga electric furnace na may mga thermostat. Ang mekanikal na pagproseso ng mga tubo ay maaaring isagawa sa anumang metal at woodworking machine.
Habang lumalawak ang produksyon ng mga plastik na tubo na may mga normalized na elemento (sulok, coupling, tee, bracket at kahon), ang mga organisasyon ng pagpupulong ay magsasagawa ng mas maraming trabaho sa lugar ng pagpupulong, na nag-aambag sa pagtaas ng produktibidad ng paggawa at pagpapabuti sa kalidad ng trabaho.
PANGKALAHATANG IMPORMASYON TUNGKOL SA PAGKOMISYON
Mga gawain at istraktura ng organisasyon ng pagsasaayos.
Mga gawaing pagkomisyon- ang huling bahagi ng gawaing elektrikal at may malaking kahalagahan sa karaniwang kumplikado pagtatayo at pag-install ng mga electrical installation.
Ang wastong organisasyon ng mga gawaing pagkomisyon ay nagpapabuti sa kalidad ng mga de-koryenteng gawain sa pangkalahatan at nagbibigay-daan sa iyo upang mapabilis ang pag-commissioning ng mga naka-install na bagay.
Ang saklaw at katawagan ng gawaing pagsasaayos at ang pangunahing mga teknikal na kinakailangan para sa mga naka-install na electrical installation na inilagay sa operasyon ay tinutukoy ng PUE, na nagpapakita ng mga volume at pamantayan ng mga pagsubok sa pagtanggap ng mga de-koryenteng kagamitan (simula dito "volume at pamantayan").
Ang buong saklaw ng gawaing pagsasaayos ay maaaring nahahati sa mga sumusunod na pangunahing grupo:
pagsusuri ng mga materyales sa disenyo (kapag isinasaalang-alang ang mga diagram ng eskematiko at mga kable) at pamilyar sa dokumentasyon ng pabrika ng pangunahing kagamitan sa kuryente;
pagsuri at pagsubok ng mga de-koryenteng kagamitan bago ito pumasok sa lugar ng pag-install;
pagpapatunay at pagsubok ng mga pangalawang instrumento at kagamitan sa laboratoryo;
pagsuri sa tamang pag-install ng pangunahin at pangalawang circuit;
inspeksyon at pagsubok ng naka-install na mga de-koryenteng kagamitan; element-by-element testing ng naka-install na electrical installation; komprehensibong pagsubok at pagsisimula ng mga pagsubok ng naka-install na electrical installation;
paglalagay ng naka-install na electrical installation sa operasyon; pagpaparehistro at paghahatid sa customer ng teknikal na dokumentasyon (mga executive diagram, mga ulat ng pagsubok ng mga de-koryenteng kagamitan, atbp.).
Malinaw, ang pagganap ng mga gawaing ito ay maaaring ibigay ng isang dalubhasang organisasyon sa pag-install - isang departamento ng komisyon na bahagi ng tiwala sa pag-install at nagsisilbi sa lahat ng mga departamento ng pag-install ng tiwala na ito.
Ang departamento ng pagkomisyon ay dapat na may tauhan ng mataas na kwalipikadong mga espesyalista, kabilang ang mga kawani ng inhinyero at mga espesyal na sinanay na electrician-adjuster.
Ang pamamahala sa pagsasaayos ay dapat magkaroon ng modernong kagamitan sa pagsukat bilang Pangkalahatang layunin(para sa pagsukat ng mga elektrikal at magnetic na dami, pagsuri sa temporal na mga katangian), at espesyal (mga aparato para sa pagtukoy ng kahalumigmigan na nilalaman ng pagkakabukod ng mga de-koryenteng makina at mga transformer, para sa paghahanap ng lugar ng pinsala sa mga cable at overhead na linya ng kuryente, atbp.), pati na rin bilang pagkakaroon ng naaangkop na mga mobile laboratories (sa mga kotse, trailer, sa ilang mga kaso sa mga railway car).
kanin. 77. Istraktura ng pamamahala ng pagsasaayos
Dapat tandaan na pagkatapos makumpleto ang lahat ng gawaing elektrikal, ang downtime ng naka-install na kagamitan para sa pagsasagawa ng naaangkop na mga pagsusuri, pagsusuri at pagsukat ay dapat bawasan sa isang minimum. Kinakailangan na ibukod ang pagkabigo ng kagamitan sa panahon ng proseso ng pagsubok sa huling yugtong ito.
Upang gawin ito, ang departamento ng komisyon ay dapat na isang lubos na organisado na negosyo at may mga subdibisyon na maaaring magsagawa ng masusing paghahanda ng paggawa ng gawaing pagkomisyon upang ang kanilang pinakamataas na dami ay maisagawa sa proseso ng pagsasagawa ng iba pang gawaing elektrikal at kahit na bago sila magsimula. .
Bilang karagdagan, upang madagdagan ang kahusayan at mabawasan ang bilang ng mga paglalakbay sa negosyo, ang karamihan sa mga site ng pamamahala ng komisyon ay dapat na direktang matatagpuan sa mga lugar ng aktibidad ng mga nauugnay na departamento ng pag-install ng kuryente at lamang
ilan sa mga ito, para sa pagsasagawa ng mga espesyal na uri ng gawaing pagsasaayos, ay dapat ilagay sa kontrol ng pagsasaayos.
Upang malutas ang mga problemang ito, ang pamamahala ng pagsasaayos ay dapat isama ang (Larawan 77) mga departamento (workshop) ng pangkalahatang pagsasaayos at gawaing espesyal na pagsasaayos, isang departamento ng produksiyon at teknikal na may isang pre-production na grupo at isang teknikal na aklatan, isang laboratoryo na may isang workshop, mga grupo. para sa pagsuri ng mga device at relay at pagkumpleto ng mga device.
Ang bawat lugar ng pangkalahatang pagsasaayos, na matatagpuan sa teritoryo sa ilalim ng naaangkop na departamento ng pag-install ng kuryente, ay may kasamang ilang koponan ng dalawa o tatlong tao, na pinamumunuan ng isang engineer o technician. Ang bilang ng mga koponan at ang kanilang komposisyon ay nakasalalay sa dami ng gawaing pagsasaayos sa mga pasilidad ng may-katuturang departamento ng pag-install, sa harap ng mga gawang ito at sa kanilang likas na katangian.
Ang departamento (workshop) ng mga espesyal na gawain sa pagsasaayos ay may kasamang isang bilang ng mga brigada, na kadalasang nasa kontrol ng pagsasaayos, at ang bawat isa sa kanila ay inilaan para sa pagsasaayos ng anumang isang likas na katangian (pagsasaayos ng mga kumplikadong electric drive, kumplikadong mga proteksyon ng relay, malalaking de-koryenteng makina. , pagpapadala ng automation at telemechanics device atbp.).
Ang laboratoryo ay nag-iimbak at kumukumpleto ng mga instrumento sa pagsukat ng elektrikal para sa mga lugar ng pagsasaayos at mga indibidwal na koponan, sinusuri at inaayos ang mga instrumentong ito, nag-aayos ng mga kagamitan sa pagsubok at gumagawa ng mga kagamitang kinakailangan para sa gawaing pagsasaayos, sa ilang mga kaso ay mga espesyal na instrumento para sa ilang partikular na uri ng mga sukat at pagsusuri.
Ang trabaho sa mga electrical installation ay nauugnay sa tumaas na panganib mga tauhan ng pag-install at dapat isagawa sa ilalim ng mahigpit na pagsunod sa mga regulasyon sa kaligtasan.
Pinapayuhan ka naming basahin
 Mga sikolohikal na katangian ng mga bata sa pagdadalaga
Mga sikolohikal na katangian ng mga bata sa pagdadalaga Paglipat ng bata sa ibang paaralan - ang pamamaraan at mga kinakailangang dokumento Kung ililipat ang isang bata sa ibang paaralan
Paglipat ng bata sa ibang paaralan - ang pamamaraan at mga kinakailangang dokumento Kung ililipat ang isang bata sa ibang paaralan, diagnosis, paggamot Paggamot ng urogenital chlamydia") Chlamydia urogenital - paglalarawan, sanhi, sintomas (signs), diagnosis, paggamot Paggamot ng urogenital chlamydia
Chlamydia urogenital - paglalarawan, sanhi, sintomas (signs), diagnosis, paggamot Paggamot ng urogenital chlamydia Ang mga benepisyo at kahalagahan ng hydroamino acid threonine para sa katawan ng tao L threonine ano
Ang mga benepisyo at kahalagahan ng hydroamino acid threonine para sa katawan ng tao L threonine ano

