CARD TEHNOLOGICĂ PENTRU MONTAREA ȘI INSTALAREA SUPORTURILOR ÎN CONSTRUCȚIA LINIILOR ELECTRICE AERIENE
Zona de aplicare
O hartă tehnologică tipică este dezvoltată pe munca de asamblareși instalarea suporturilor pentru liniile electrice.
1. INFORMAȚII GENERALE DESPRE SUPORTURI
Tipuri de suport. În funcție de scop, suporturile se împart în intermediare (P), ancora (A), colț (U), capăt (K) și special (C). Locații pe traseul suporturilor tipuri variate au fost prezentate pe planul și profilul secțiunii liniei aeriene de 10 kV.
Suporturile intermediare instalate pe secțiunile drepte ale traseului liniei aeriene sunt destinate doar să susțină firele și nu sunt calculate pentru sarcina de la tensiunea firelor de-a lungul liniei. În funcționare normală, suporturile intermediare percep sarcini verticale și orizontale din masa firelor, izolatoarelor, fitingurilor și presiunii vântului pe fire și suporturi. În regim de urgență (când unul sau mai multe fire sunt rupte), suporturile intermediare preiau sarcina de la tensiunea firelor rămase, sunt supuse la torsiune și îndoire. Prin urmare, acestea sunt calculate cu o anumită marjă de siguranță. Suporturile intermediare pe linii sunt de 80-90%.
Suporturile de ancorare instalate pe tronsoane drepte ale traseului pentru trecerea liniilor aeriene prin structuri inginerești (drumuri, linii de comunicații) sau bariere naturale (râpe, râuri) percep sarcina longitudinală din diferența de tensiune a firelor și cablurilor din travele de ancorare adiacente. În timpul instalării liniei, suporturile de ancorare percep sarcina longitudinală din tensiunea firelor suspendate dintr-o parte. Proiecta suporturi de ancorare trebuie să fie rigid și durabil.
Suporturile de colț instalate la unghiurile de rotație ale traseului liniei aeriene, în condiții normale, percep rezultanta forțelor de tracțiune ale firelor și cablurilor din travele adiacente, îndreptate de-a lungul bisectoarei unghiului de rotație a liniei. Suporturile de colț sunt intermediare și ancorate. Setat intermediar la unghiuri mici de rotație ale liniei, unde sarcina este mică. La unghiuri mari de rotație se folosesc suporturi de ancorare, care au o structură mai rigidă.
Suporturile de capăt sunt un tip de ancoră și sunt instalate la capătul sau începutul liniei. În condiții normale de funcționare ale liniei, ei percep sarcina din tracțiunea unilaterală a firelor.
Pe lângă așa-numitele suporturi normale considerate, pe liniile electrice sunt instalate și suporturi speciale:
transpozițional - pentru a schimba ordinea firelor pe suporturi;
linii de ramificație - pentru dispozitivul ramurilor de la linia principală;
cruce - pentru traversarea liniilor aeriene în două direcții;
anti-vânt - pentru a spori rezistența mecanică a liniilor aeriene;
tranzitorie - pentru trecerea liniilor aeriene prin obstacole naturale și structuri artificiale etc.
După metoda de fixare în pământ, suporturile se împart în cele instalate direct în pământ și pe fundații.
Conform designului, suporturile sunt împărțite în autoportante și cu bretele. Ambele tipuri de suporturi pot fi cu o singură coloană și portal. Suporturile de sine stătătoare includ, de asemenea, suporturi în formă de A și suporturi cu bare. Suporturile de sine stătătoare sunt proiectate pentru a transfera sarcinile care acționează asupra lor direct prin stâlpi către sol sau fundație. Rafturile de suporturi cu bretele transferă numai sarcini verticale pe sol sau fundație; Sarcinile transversale și longitudinale (față de axa liniei aeriene) sunt transferate la sol prin bretele atașate de plăcile de ancorare.
După numărul de fire, atât suporturile, cât și liniile aeriene pot fi cu un singur, dublu și multi-circuit.
Dupa materialul suportului sunt din lemn, beton armat si otel.
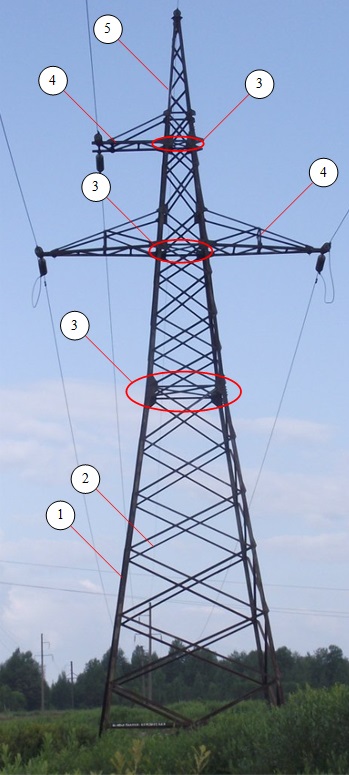
Dispunerea firelor pe stâlpi. Numărul de fire de pe suporturi poate fi diferit. De regulă, fiecare linie aeriană constă din trei faze, prin urmare, suporturile liniilor aeriene cu un singur circuit cu o tensiune de peste 1 kV (Fig. 1, a) se bazează pe suspendarea firelor trifazate (2, 3, 5). , adică un circuit; Pe suporturile liniilor aeriene cu dublu circuit (Fig. 1, b), două circuite paralele sunt suspendate, adică șase fire (2,3,5 și 6, 7, 8).
Fig.1. Locația firelor pe suporturile liniei aeriene:
a - un singur lanț,
b - dublu lanț,
c - până la 1 kV,
d, e - când este suspendat pe un singur lanț și pe dublu lanț conform schemei „zig-zag”;
2, 3, 5, 6. 7, 8 - fire,
4 - cablu de protecție împotriva trăsnetului
De asemenea, ei construiesc linii aeriene cu faze divizate, pe care, în loc de un fir de fază cu o secțiune transversală mare, sunt suspendate mai multe fire de o secțiune transversală mai mică, fixate împreună. De obicei, în fiecare fază, liniile aeriene de 6-220 kV sunt suspendate câte un fir, linii aeriene de 330 kV - două fire situate orizontal, linii aeriene de 500 kV - trei fire la vârfurile unui triunghi, linii aeriene de 750 kV - patru fire la colțurile unui pătrat sau cinci fire la colțurile unui pentagon și VL 1150 kV - opt fire la colțurile octogonului. Fazele împărțite vă permit să creșteți puterea transmisă, să reduceți pierderile (cu aceeași zonă a secțiunii transversale a firului) și, în unele cazuri, să refuzați instalarea amortizoarelor de vibrații.
Dacă este necesar, unul sau două cabluri de protecție împotriva trăsnetului 4 sunt suspendate deasupra firelor de fază.
Suporturile liniilor aeriene de până la 1 kV (Fig. 1, c) permit agățarea de la 5 până la 12 fire pentru alimentarea cu energie a diverșilor consumatori într-o singură linie aeriană (iluminat exterior și interior, energie electrică, sarcini casnice). Pe liniile aeriene de până la 1 kV cu un neutru cu pământ mort, pe lângă cele de fază, este suspendat un fir de neutru. În plus, firele de linii de diferite tensiuni și scopuri pot fi suspendate pe aceleași suporturi.
Dispunerea firelor pe suporturi poate fi orizontală (într-un nivel), verticală (unul deasupra celuilalt în două sau trei niveluri) și mixt, în care firele situate vertical sunt deplasate orizontal unele față de altele. În plus, pe suporturile cu un singur circuit, firele sunt adesea aranjate într-un triunghi.
Se dezvoltă și se îmbunătățește un nou sistem de agățare a sârmelor pe suporturi intermediare după schema „zig-zag”. În același timp, pe liniile aeriene cu un singur circuit (Fig. 1, d), firul inferior 5 de pe primul suport este suspendat de traversa inferioară, iar pe al doilea - la cel superior; firul inferior 3 este atârnat invers: pe primul suport - la traversa superioară, iar pe al doilea - la cel inferior. Firul superior 2 este fixat pe primul suport pe partea dreaptă a traversei superioare, iar pe al doilea - pe stânga. Înălțimea suspensiei firelor inferioare cu această schemă crește în medie cu jumătate din distanța dintre traversele inferioare și superioare, ceea ce vă permite să măriți distanța dintre suporturi sau să reduceți înălțimea suporturilor.
Suspendarea firelor conform schemei „zig-zag” pe liniile aeriene cu dublu circuit (Fig. 1, e) vă permite să măriți și mai mult lungimea travelor, cu toate acestea, proiectarea suporturilor este ceva mai complicată.
Unificarea și desemnarea suporturilor. Pe baza rezultatelor multor ani de practică în construcția, proiectarea și exploatarea liniilor aeriene, se determină cele mai adecvate și mai economice tipuri și proiecte de suporturi pentru regiunile climatice și geografice corespunzătoare, tensiunile liniilor aeriene și mărcile de fire și sunt sistematic unificat. În același timp, numărul de tipuri de suporturi și părțile acestora este redus pe cât posibil. Multe piese unificate pot fi utilizate atât pentru diferite tipuri de stâlpi, cât și pentru stâlpii liniilor aeriene de diferite tensiuni. Deci, copii vitregi din beton armat pt stâlpi de lemn Liniile aeriene de toate tensiunile sunt luate dintr-un singur profil - trapezoidal (trei dimensiuni standard).
Unificarea realizată în 1976 a adoptat următorul sistem de desemnare a metalului și suporturi din beton armat VL 35-330 kV. Literele P și PS desemnează suporturi intermediare, PVS - intermediar cu conexiuni interne, PU sau PUS - unghiular intermediar, PP - tranziție intermediară, U sau US - unghi-ancoră, K sau KS - capăt. Litera B indică suporturi din beton armat, iar absența acestuia indică faptul că suporturile sunt din oțel. Cifrele 35, 110, 150, 220 etc., care urmează literelor, indică tensiunea liniei aeriene, iar cifrele care le urmează după cratime indică dimensiunea suporturilor. Literele U și T se adaugă, respectiv, la denumirea suporturilor intermediare utilizate ca suporturi de colț și cu suport de cablu. De exemplu, denumirea PB110-1T este descifrată după cum urmează: un stâlp intermediar de beton armat cu un singur circuit, pe o singură coloană, cu unul rezistent la cablu pentru linii aeriene de 110 kV.
Stâlpii de lemn sunt desemnați în conformitate cu unificarea anilor, conform căreia după literele P, U, C și D, adică, respectiv, stalpi intermediari, unghi de ancorare, speciali și din lemn, există numere care indică tensiunea linia aeriană și numărul condiționat al dimensiunii standard a stâlpului (impar - pentru monocaten și par - pentru dublu). De exemplu, denumirea UD220-1 înseamnă: suport din lemn cu un singur circuit pentru linii aeriene de 220 kV.
Unificarea suporturilor permite utilizarea metodelor industriale de asamblare și instalare a acestora folosind scule electrice, macarale, mașini de găurit, precum și organizarea producției în masă a elementelor la fabrici specializate, ceea ce reduce timpul de construcție a liniilor aeriene.
Suporturi din beton armat
Suporturile din beton armat sunt utilizate pe scară largă pentru construcția de linii aeriene cu tensiune de până la 750 kV inclusiv. În prezent, ponderea liniilor aeriene cu suporturi din beton armat este de aproximativ 80% din lungimea tuturor liniilor aflate în construcție.
Suporturile din beton armat au o rezistență mecanică ridicată, sunt durabile și nu necesită costuri mari de exploatare. Costurile forței de muncă pentru asamblarea lor sunt mult mai mici decât pentru asamblarea lemnului și a metalului. Dezavantajul suporturilor din beton armat este masa lor mare, care crește costul de transport și necesită utilizarea macaralelor grele în timpul asamblarii și instalării.
În suporturile din beton armat, principalele forțe de întindere sunt preluate de armăturile din oțel, iar la compresiune - de beton. Aproximativ aceiași coeficienți de dilatare termică a oțelului și betonului exclud apariția în betonul armat tensiuni interne cu schimbări de temperatură. O calitate pozitivă a betonului armat este, de asemenea, o protecție fiabilă a armăturii metalice împotriva coroziunii. Dezavantajul betonului armat este formarea de fisuri în acesta.
Pentru a crește rezistența la fisurare a structurilor din beton armat, se utilizează precomprimarea armăturii, care creează o comprimare suplimentară a betonului. Ca armătură, se folosesc sârmă de oțel cu profil periodic sau rotund, tije și șuvițe de oțel cu șapte fire.
Elementele principale ale suporturilor din beton armat sunt rafturile, traversele, rafturile de cabluri și barele transversale.
Rafturile din beton armat cu secțiune inelară (conică și cilindrică) sunt realizate pe mașini centrifugale speciale (centrifuge) care formează și compactează betonul. Rafturile de secțiune dreptunghiulară sunt realizate prin vibrare, în care compactarea betonului în matrițe se realizează cu ajutorul vibratoarelor. Pentru liniile electrice cu o tensiune de 110 kV și peste, se folosesc numai rafturi centrifugate, iar pentru suporturi pentru linii aeriene până la. 35 kV - atât centrifugate, cât și vibrate.
Rafturile conice centrifugate SK sunt fabricate în șase dimensiuni standard cu lungimea de 19,5-26 m (diametru cap la cap 560 și 650 mm) și ST-uri cilindrice - șapte dimensiuni standard 22,2-26,4 m lungime (diametru cap 560 mm). A fost lansată producția de noi stâlpi cilindrici centrifugați cu lungimea de 20 m și diametrul de 800 mm, pe baza cărora suporturi unghiulare de ancorare autoportante pentru linii aeriene de până la 330 kV inclusiv, precum și suporturi intermediare de portal de 40 m înălțime, format din două coloane conectate prin flanșe, au fost dezvoltate.
Rafturile vibrate de secțiune dreptunghiulară au o lungime de 16,4 m și o secțiune transversală a părților superioare și inferioare, respectiv, 200X200 și 380X380 mm. Pentru suporturile liniilor aeriene cu o tensiune de până la 10 kV, se utilizează rafturi SNV vibrate de 9,5 și 11 m lungime cu o secțiune transversală a părții inferioare de la 170X 170 la 280X 185 mm, precum și rafturi conice centrifugate C 10 și 11. m lungime cu diametrul de bază inferior de 320-335 mm și vârf de 170 mm, având orificii de trecere pentru atașarea echipamentului.
VL suportă până la 1 kV. Pe liniile aeriene de până la 1 kV se instalează un singur stâlp de sine stătător din beton armat unificat (intermediar), precum și un singur stâlp cu bare și suporturi în formă de A (colț, ancoră și capăt). În unele cazuri, ancora și suporturile de colț sunt asamblate din doi stâlpi verticali instalați unul lângă altul.
Din rafturile vibrate START, sunt asamblate suporturi cu o singură coloană și suporturi cu bare, concepute pentru a suspenda de la două până la nouă fire de linii aeriene și două până la patru fire ale unei rețele radio. Toate tipurile de suporturi au traverse din oțel cu știfturi sudate. Rafturile cu înălțimea de 9,5 și 11 m sunt echipate cu piese încastrate cu orificii care permit montarea traverselor cu un șurub. Pe aceste suporturi pot fi montate corpuri de iluminat de exterior, presetupe și suporturi de ramuri de sârmă.

Fig.2. Suporturi din beton armat ale liniilor aeriene de până la 1 kV:
a - intermediar,
b - unghiular,
in - ancora (terminal);
1 - rack conic centrifugat,
2 - bretele,
4 - traverse,
5 - subtraverse,
6.7 - ancoră și plăci de bază
Figura 2, a - c prezintă suporturi din beton armat cu rafturi centrifugate conice de 10,1 m lungime și traverse din lemn din cherestea impregnată cu secțiunea de 100X80 mm. Suporturile intermediare (Fig. 5, a) constau din rafturi 1 și traverse 4. În soluri slabe sau cu un număr mare de sârme, acestea sunt întărite cu traverse.
Suporturile în formă de colț A (Fig. 2, b) au două rafturi de aceeași lungime, vârfurile (Fig. 3) fiind interconectate prin plăci 2 și traverse duble 3. Traversele sunt fixate în setări cu șuruburi traversante și sunt interconectate pentru rigiditate prin scânduri 6. Pe un suport de tracțiune (vezi Fig. 2, b), este instalată o placă de ancorare 6, care crește rezistența la smulgere a suportului, iar pe un suport comprimat, o placă de bază 7 este instalat, ceea ce reduce sarcina specifică asupra solului.
Fig.3. Top. A - suport din beton armat de colț al liniilor aeriene de până la 1 kV:
1 - rafturi centrifugate,
2 - farfurie,
3 - traverse,
5 - șuruburi de fixare transversale,
6 - scânduri,
Suporturile în formă de capăt A (vezi Fig. 2, c) sunt similare ca proiectare cu cele unghiulare și diferă de acestea prin fixarea traverselor (se folosesc subtraversele 5).
Se lucrează la crearea traverselor din fibră de sticlă, ancore cu o singură coloană și suporturi de colț. Secțiuni separate de linii aeriene cu astfel de traverse și suporturi sunt în operare pilot.
Suporta VL 6-10 kV. Pe liniile aeriene de 6-10 kV se folosesc suporturi intermediare monocoloană, monocoloană cu bare și suporturi unghiulare, de capăt și de ancorare în formă de A. Suporturile intermediare cu o singură coloană din bare START vibrate (Fig. 4, a) sunt echipate cu o traversă 2, proiectată pentru suspendarea a trei fire de aluminiu cu o secțiune transversală de până la 120 mm http://pandia.ru/text/ 79/172/images/image005_3.gif 238"height="320">
Fig.4. Suporturi cu o singură coloană din beton armat VLKV:
a - intermediar,
b - unghiular cu un strut;
1 - stand,
2, 3 - traverse de oțel.
4 - suport pentru fixarea lonjeroanei
Suporturile intermediare cu o singură coloană, precum și colțul, capătul și ancorarea în formă de A din rafturi centrifugate au traverse standard din lemn cu o secțiune de 100X80 mm (sunt fixate cu șuruburi și bretele traversante), precum și știfturi de sus.
Suporta VL 35-500 kV. Pe liniile aeriene de 35-500 kV, se folosesc suporturi unificate de sine stătătoare și cu o singură coloană și portal cu fire de tiraj (Fig. 5, a - c), ale căror elemente principale sunt rack 1, traverse 2 și rack de cablu 3. Raft 1 are o hidroizolație a părții inferioare la o lungime de 3,2 m, realizată cu lac asfalt-bitum. Pentru a preveni pătrunderea umezelii în rack, capacele de capăt sunt instalate la capete. Capacul inferior, în plus, mărește suprafața de susținere a raftului, ceea ce crește rezistența înglobării acestuia în pământ. În partea superioară a rack-ului sunt realizate găuri de trecere pentru montarea traverselor. În interior, de-a lungul raftului din beton, este așezată o coborâre specială de împământare.

Fig.5. Suporturi intermediare din beton armat:
a, b - circuit simplu și dublu cu o singură coloană pentru linii aeriene de 35-220 kV, portal cu traversă metalică pentru linii aeriene de 330 kV,
2 - traverse,
3 - suport pentru cabluri,
Traversele sunt atașate la rafturi cu șuruburi de trecere (Fig. 6, a) sau cleme (Fig. 6, b). În traverse și rafturi pentru cabluri se fac găuri pentru instalarea consolelor speciale, clemelor, rolelor, la care se găsesc fitingurile de cuplare. atașat - cercei sau paranteze. Rafturile de frânghie au o structură metalică sudată și sunt atașate de rafturi cu cleme.

Fig.6. Fixarea traverselor pe stâlpii din beton armat:
a - șuruburi de trecere;
b - cleme
Pe liniile aeriene de 35-220 kV se instalează ca intermediari suporturi de beton armat cu o singură coloană, mono-circuit și dublu, de sine stătătoare, cu stâlpi conici și cilindrici (Fig. 5, a, b), iar pe aerul de 330-500 kV. linii - stâlpi portal monocircuit cu traverse metalice (vezi fig. .5, c).
Ca suporturi de ancorare de colt pe liniile aeriene de 35-110 kV, se folosesc suporturi de beton armat cu o singura coloana cu fire de tiran, iar pe linii mai mult de tensiune înaltă- metal.
În ultimii ani, pe liniile aeriene de 110-330 kV, ca suporturi de ancorare de colț s-au folosit stâlpi de beton armat de sine stătător, monocoloană, cu rafturi cu diametrul de 800 mm.
Suporturi metalice
Suporturile metalice sunt de obicei fabricate din oțel și uneori din aliaje de aluminiu. Rezistența mecanică ridicată a oțelului face posibilă crearea unor suporturi metalice puternice și înalte, care pot rezista la sarcini mecanice uriașe. Cu toate acestea, astfel de suporturi sunt mult mai scumpe decât cele din beton armat și din lemn. În plus, dezavantajul lor este o rezistență mică la coroziune. Mai puțin influențat Mediul extern suporturile sunt realizate din aliaje de aluminiu, dar costul lor ridicat limitează aplicarea lor largă.
Zona de aplicare suporturi metalice practic nelimitat. Stalpi de otel sunt montati pe liniile electrice de toate tensiunile care trec in zone cu conditii climatice severe, pe trasee greu accesibile si in zonele muntoase. Pe liniile aeriene de 110-500 kV se montează suporturi metalice de colț și de ancorare, împreună cu cele intermediare din beton armat, dar și ca tranziții la traversări lungi.
Elemente principale. Prin proiectare, suporturile din oțel pot fi cu o singură coloană (turn) și portal, iar prin metoda de fixare pe fundații - de sine stătătoare și cu bretele. În același timp, suporturile cu o singură coloană, având dimensiunile părții inferioare mai mari decât lățimea vagonului de cale ferată (2,7 m), se numesc cu bază largă și mai puțin - cu bază îngustă. Elementele principale ale suporturilor metalice (Fig. 7) sunt trunchiul 1, traversele 2 și suportul pentru cabluri 3. Unele suporturi au bretele 4.
Fig.7. Suporturi metalice intermediare:
A. b - tip turn de sine stătător unul și dublu circuit,
c - un singur circuit cu bretele;
2 - traversare,
3 - suport pentru cabluri,
4 - bretele,
5 - placă de ancorare
Trunchiul (Fig. 8) este de obicei o piramidă trunchiată tetraedrică din profile de oțel laminate (unghi, bandă, tablă), și constă dintr-o centură 1, o rețea 2 și o diafragmă 3. Rețeaua, la rândul său, are contravântuiri tije și distanțiere, precum și conexiuni suplimentare.
Fig.8. Elemente ale cilindrului metalic de sprijin:
2 - zăbrele,
3- diafragma
Legăturile dintre coarde, diafragme și tije de contravântuire cu coardele pot fi sudate (suprapuse) sau prin șuruburi (Fig. 9, a, b).
![]()
Fig.9. Conectarea tijelor de contravântuire cu o centură de sprijin;
a - suprapunere,
b - șuruburi
În funcție de metoda de conectare a elementelor de susținere, acestea sunt împărțite în cele sudate și cu șuruburi și, în consecință, sunt realizate sub formă de secțiuni spațiale separate sau mici elemente plate galvanizate cu orificii pentru asamblarea ulterioară pe traseul liniei aeriene. Secțiunile suporturilor sudate sunt asamblate la locul de instalare folosind plăcuțe și șuruburi. Elementele suporturilor cu șuruburi, precum și șuruburile, șaibe și alte piese sunt livrate din fabrici ca set.
La transportul suporturilor sudate, capacitatea de încărcare a mașinilor este utilizată extrem de scăzută (nu mai mult de 10-30%). Suporturile cu șuruburi sunt economice în transport, dar necesită o creștere semnificativă a costurilor forței de muncă pentru asamblare (1,5-2 ori).
Traversele suporturilor cu o singură coloană au un cadru plat convențional sau o structură spațială și sunt realizate din canale. Pentru suspendarea cablurilor de protecție împotriva trăsnetului, pe partea superioară a arborelui suport este instalat un suport de cablu sub forma unei piramide trunchiate cu zăbrele. Rafturile de frânghie ale suporturilor de portal, de regulă, sunt montate pe trabepcax. Există găuri la capetele traverselor și sunt instalate suporturi de cablu din suporturi metalice sau piese speciale pentru atașarea fitingurilor de cuplare.
Centurile trunchiurilor suporturilor de sine stătătoare se termină în partea de jos cu pantofi de susținere - tocuri, care sunt atașate de fundații cu șuruburi de ancorare (Fig. 10, a). Arborii de susținere cu bretele sunt atașați de fundații cu călcâi speciale cu balamale (Fig. 10, b). Bretele unor astfel de suporturi sunt atașate de traverse (sau trunchi) pe o parte, iar de plăcile de ancorare pe cealaltă (Fig. 10, c). Nodurile pentru atașarea cablurilor de ancorare la plăcile de ancorare vă permit să reglați lungimea și tensiunea cablurilor de ancorare.

Fig.10. Fixarea pantofilor (călcâi) din suporturi metalice de sine stătătoare (a), cu o prindere (b) și un suport pe placa de ancorare (c)
Structuri de suporturi metalice. Principalele tipuri de stâlpi metalici pentru liniile aeriene de 35-500 kV sunt cei cu o singură coloană de sine stătătoare, cu un singur circuit și cu dublu circuit, cu o aranjare verticală a firelor, precum și bretele portal. Pentru liniile cu un singur circuit care trec de-a lungul rutelor greu accesibile, au fost dezvoltate suporturi cu o singură coloană cu fire de tip.
Suporturile intermediare ale liniilor aeriene de 35-110 kV (vezi Fig. 7, a, b) sunt realizate în circuit simplu și dublu. Suporturile intermediare de sine stătătoare au o parte superioară sudată a unui design dreptunghiular cu coarde paralele. Secțiunile inferioare sunt înșurubate. Firele pe un suport cu un singur circuit sunt aranjate într-un triunghi, iar pe un suport cu dublu circuit - într-un „butoi”. Traversele suporturilor cu lanț dublu sunt de același tip ca și ale celor cu lanț simplu. Pe secțiunile de cablu ale liniei aeriene, suporturile pentru cabluri sunt montate în partea de sus a portbagajului. Suporturile sunt fixate de fundație cu două șuruburi de ancorare situate pe fiecare dintre cele patru suporturi pentru picioare.
Suporturile intermediare cu contravântuiri (vezi Fig. 7, c) sunt utilizate numai pe liniile aeriene cu un singur circuit de 110 kV. Aceste suporturi au trei tip dublu split. Capetele inferioare ale celor doi tipi sunt atașate în perechi la o ancoră comună, iar capetele superioare - la mijlocul traverselor inferioare. Al treilea tip, situat în planul traversei, este atașat direct de portbagaj din partea în care sunt amplasate două traverse (sus și jos). Băieții sunt așezați la un unghi de 120° unul față de celălalt.
Suporturile intermediare ale liniilor aeriene de 220 și 330 kV sunt similare cu suporturile de 110 kV prezentate în Fig. 7, a, b și au de obicei o structură cu șuruburi, cu excepția unor piese sudate (de exemplu, saboți de susținere, traverse), dar diferă de suporturile de 110 kV în distanța dintre fire și lungimea traversei. În plus, pe liniile de 330 kV se folosesc suporturi intermediare portal cu tiranți.
Suporturile unghiulare de ancorare ale liniilor aeriene de 35-330 kV sunt realizate de tip turn autoportant. Datorită sarcinilor mari, dimensiunile transversale ale arborelui acestor suporturi sunt semnificativ crescute, iar înălțimea suspensiei firului inferior este redusă.
Vopsirea si galvanizarea suporturilor. Pentru a proteja împotriva coroziunii, suporturile metalice sunt vopsite la fabricile de producție prin scufundarea secțiunilor sudate finite într-o baie de vopsea. Mai rar, vopseaua se aplică cu pensule sau pistoale pneumatice de pulverizare. Uneori, suporturile sunt vopsite la locul de instalare. Pentru grunduirea și vopsirea suporturilor se folosesc vopsea în ulei, lacuri cu pudră de aluminiu și emailuri.
O protecție mai fiabilă a suporturilor din oțel împotriva coroziunii este galvanizarea la cald. Structurile pre-degresate se curăță într-o baie de decapare cu o soluție de acid sulfuric, se spală cu apă curentă fierbinte, se acoperă cu flux și se coboară într-o baie cilindrică verticală cu plumb topit. În partea superioară a băii, pe suprafața plumbului plutește un strat de zinc topit. La ridicarea din baie, structura încălzită cu plumb trece printr-un strat de zinc lichid, care formează pe suprafața sa o peliculă de 0,10-0,12 mm grosime.
Metoda de protecție a metalului suport de coroziune determină în multe cazuri alegerea tipului de conectare a elementelor rețelei. Astfel, colorarea suporturilor permite utilizarea atât a îmbinărilor cu șuruburi, cât și a îmbinărilor sudate, inclusiv suprapunerea cu sudarea elementelor pe ambele părți. În același timp, galvanizarea la cald nu permite sudarea prin suprapunere a pieselor, deoarece acidul folosit pentru decaparea elementelor înainte de galvanizare poate curge în golurile acestora și, ulterior, poate distruge conexiunea.
Având în vedere deficitul de zinc, a început o introducere industrială pilot a acoperirilor de aluminiu, a căror rezistență mecanică și aderență nu sunt inferioare celor ale zincului.
Gradul de pregătire al suporturilor metalice. Numărul de piese și piese trimise din fabrică determină gradul (grupul) de pregătire din fabrică a suportului și caracterizează cantitatea de muncă la asamblarea acestuia pe linia aeriană:
Grupa I - elemente separate (în vrac) sau părți separate de secțiuni provin din fabrică; pe traseul VL, suporturile sunt asamblate din elemente și piese cu șuruburi;
Grupa II - se primesc din fabrică secțiunile spațiale individuale și piesele de susținere; pe traseul liniei aeriene se efectuează pre-asamblare și asamblare generală pe șuruburi;
Grupa III - piese principale întregi provin din fabrică care nu necesită pre-asamblare pe cale; asamblarea generală se efectuează pe șuruburi.
Fiecare element sau parte a suportului trimis de fabrică are un cod condiționat numit marcă de expediere. La completarea și asamblarea suporturilor pe pistă, aceștia folosesc așa-numitul album de expediere, care conține desene ale mărcilor de transport ale suporturilor.
suporturi din lemn
Utilizarea pe scară largă a stâlpilor din lemn se datorează în principal costului scăzut al lemnului, rezistenței sale mecanice suficient de ridicate, precum și sortimentului natural rotund, care asigură simplitatea construcției și cea mai mică rezistență la sarcinile vântului. Proprietățile ridicate de izolare electrică ale lemnului fac posibilă folosirea unui număr mai mic de izolatori de suspensie pe stâlpii din lemn decât pe cei din metal sau din beton armat, iar pe liniile aeriene de până la 10 kV, folosiți izolatori ușori și ieftini. În plus, în unele cazuri, nu este nevoie să atârnați un cablu de protecție împotriva trăsnetului și să puneți la pământ aceste turnuri. Copii vitregi sau piloți din beton armat sunt folosiți ca fundații pentru suporturile din lemn.
Suporturile din lemn sunt de aproximativ 1,5 ori mai ieftine decât cele din beton armat și metalice, dar sunt mai puțin durabile. Pentru a prelungi durata de viață, lemnul suporturilor este supus unui tratament anti-putrezire (tratament antiseptic) la fabrici speciale. Este promițător să folosiți suporturi din lemn lipit, ale căror modele au fost dezvoltate recent. Un astfel de lemn este fabricat din scânduri de pin impregnate cu un ulei antiseptic și lipite între ele. Utilizarea lemnului lipit face posibilă creșterea duratei de viață a suporturilor, eliminarea defectelor ascunse și, de asemenea, utilizarea stâlpilor de lungime scurtă.
În Federația Rusă și în alte țări bogate în resurse forestiere (SUA, Canada, Suedia, Finlanda), liniile aeriene cu o tensiune de până la 220 kV sunt construite pe stâlpi de lemn. În SUA, secțiunile experimentale de linii aeriene de 330 și 460 kV au fost construite pe suporturi din lemn, iar în Federația Rusă au fost dezvoltate suporturi similare pentru liniile aeriene de 330 și 500 kV.
Proprietățile tehnice ale lemnului. Pentru fabricarea suporturilor din lemn se utilizează pin, zada și, mai rar, molid. Lemnul de pin și zada conține multă rășină și, prin urmare, rezistă bine la umiditate. Stalpii sunt realizati din trunchiuri de copaci. Partea inferioară a trunchiului se numește fund, iar cea superioară, mai subțire, tăiată. Conicitatea naturală a trunchiului de la tăietură până la fund se numește alergare.
Rezistența lemnului depinde în mare măsură de conținutul de umiditate. Odată cu scăderea umidității în suporturile din lemn, din cauza contracției lemnului, îmbinările sunt rupte: nucile și bandajele sunt slăbite. Pentru a obține lemn potrivit pentru fabricarea suporturilor (cu un conținut de umiditate de 18-22%), se usucă. Metoda principală este uscarea atmosferică, adică uscarea naturală a aerului, care, deși este îndelungată, dă cele mai bune rezultate. În ultimii ani, s-a folosit uscarea la temperatură ridicată a lemnului în vaselină, precum și uscarea cu curenți de înaltă frecvență.
Rezistența lemnului este, de asemenea, afectată de putregai, noduri, crăpături, oblic și alte daune. Cel mai periculos defect este putregaiul, care apare atunci când lemnul este deteriorat de ciuperci. Lemnul degradat este acoperit cu mici crăpături, devine putrezit și se dezintegrează dintr-o lovitură ușoară. Cea mai intensă descompunere are loc la o temperatură de 20-35 ° C și o umiditate de 25-30%.
Pentru a proteja împotriva degradarii, lemnul este impregnat cu antiseptice uleioase și minerale. Pinul este cel mai potrivit pentru impregnare; straturile exterioare de zada și molid sunt impregnate cu antiseptice foarte slab. Ca antiseptice uleioase, se utilizează de obicei ulei de creozot pur sau ulei de creozot amestecat cu păcură, care servește ca solvent. Dezavantajele antisepticelor uleioase sunt efectele lor dăunătoare asupra pielii și mucoaselor umane, precum și inflamabilitatea. Antisepticele uleioase sunt impregnate cu elemente finisate de suporturi din lemn la fabrică.
La asamblarea suporturilor pe pistă, toate locurile care au fost tratate sunt acoperite suplimentar cu antiseptice minerale mai sigure: fluorură de sodiu, dinitrofenol, uralit, care sunt diluate în apă. Într-un număr de țări străine (SUA, Canada), o soluție de pentaclorofenol în păcură sau kerosen este utilizată pe scară largă pentru impregnarea lemnului. De asemenea, sunt dezvoltate și testate și alte materiale sintetice, care servesc simultan ca antiseptic și protejează lemnul de foc.
Durata medie de viață a lemnului netratat este de aproximativ cinci ani. Impregnarea stâlpilor cu antiseptice uleioase crește această perioadă la 15-25 de ani. Prin urmare, pentru suporturile de linii aeriene este permisă utilizarea numai a bustenilor de pin și molid impregnați din fabrică, iar în cazuri excepționale - zada uscată la aer neimpregnată, cu un conținut de umiditate de cel mult 25%. Suporturile liniilor aeriene temporare (de exemplu, pentru alimentarea cu energie a șantierelor, dragelor etc.) pot fi realizate și din stâlpi netratați. În toate cazurile, diametrul buștenilor din tăietura superioară a elementelor principale ale suporturilor (rack-uri, copii vitregi și traverse) trebuie să fie de cel puțin 14, 16 și 18 cm pentru liniile aeriene 1, 6-35, 110 kV și mai sus. , respectiv.Diametrul stâlpilor pentru elementele auxiliare pentru liniile aeriene este de până la 1 kV trebuie să fie de cel puțin 12 cm, iar pentru liniile aeriene de peste 1 kV - cel puțin 14 cm.
Dezavantajul stâlpilor din lemn este inflamabilitatea lor relativ ușoară, care poate fi cauzată de incendii, fulgere și curenți de scurgere care apar la poluarea sau defectarea izolatoarelor. Pentru a proteja împotriva incendiilor la sol, o zonă cu o rază de 2 m în jurul fiecărui suport este curățată de iarbă și arbuști sau este săpată cu un canal de incendiu de 0,4 m adâncime și 0,6 m lățime. Strângere bună a șuruburilor și potrivire perfectă Părți metalice la lemn oferă o reducere rezistență electricăși reducerea curenților de scurgere la valori sigure. In strainatate, pentru protejarea suporturilor de foc, se folosesc compusi chimici (ignifuge) care maresc rezistenta la foc a lemnului.
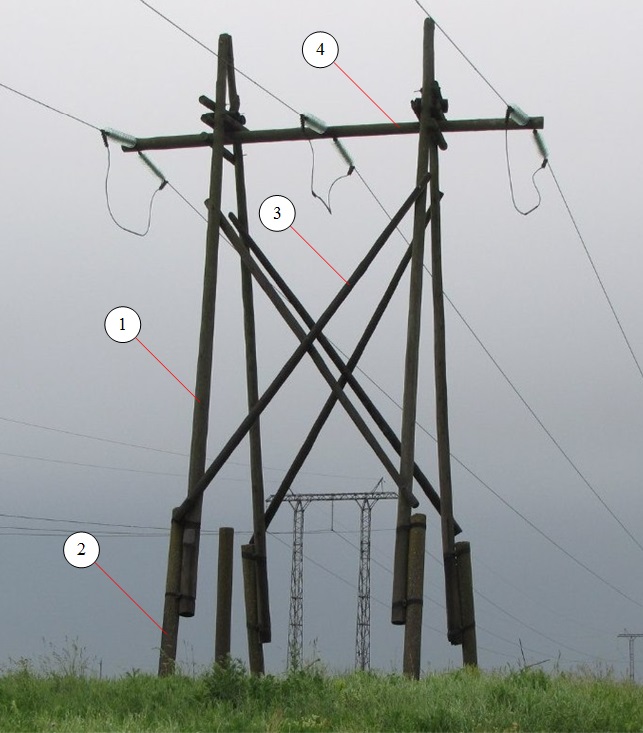
VL suportă până la 1 kV. Pe liniile aeriene de până la 1 kV sunt instalate trei tipuri de suporturi din lemn unificate: cu o singură coloană (Fig. 11, a, b), cu o singură coloană cu bare (Fig. 11, c) și în formă de A (Fig. 11, d). Suporturile cu o singură coloană sunt utilizate ca intermediare, iar pe o singură coloană cu bare și în formă de A (așa-numitul complex) - ca colț, ancoră, capăt și ramificație. Au fost dezvoltate două serii de astfel de suporturi: pentru suspendarea de 5-8 și respectiv 8-12 fire cu fixare, respectiv, pe cârlige și știfturi.
Fig.11. Stâlpi de lemn pentru linii aeriene de până la 1 kV:
a, b - intermediar cu o singură coloană cu fixare de fire pe cârlige și știfturi,
c - colț cu o singură coloană cu o tavă și fixare de fire pe cârlige,
g - A - colț în formă de cu fixare de fire pe știfturi:
1 - prefix,
2 - rack,
5, 6 - traversă și bretele sale,
7 - suport de sprijin,
8 - bară transversală
Elementele principale ale suporturilor de toate tipurile sunt rafturile 2, atașamentele 1 și barele 7. Rafturile și barele sunt realizate din stâlpi din lemn impregnat de 6,5-11 km lungime, cu un diametru în tăietura superioară de cel puțin 14 cm.Pentru a crește durata de viață a suporturilor, se folosesc de obicei prefixe standard din beton armat PT cu lungimea de 4,25 si 6 m, iar in unele cazuri - cele din lemn cu lungimea de 4,5 m. Se instaleaza si suporturi fara prefixe (cu rafturi si bare solide). În solurile moi, rezistența încasării suporturilor este crescută prin fixarea plăcilor de beton armat sau a traverselor din lemn în bazele acestora 8.
Pentru a împerechea (Fig. 12, a - c) din lemn 3 și beton armat 9 se folosesc atașamente cu rafturi 1, bandaje de sârmă 2 și cleme de fixare 6. Bandajele pentru suporturi cu un singur rafturi sunt realizate din opt spire de sârmă de oțel galvanizat cu un diametru. de 4-6 mm, iar pentru cele complexe - de 12 și se strâng prin răsucire sau șuruburi de cuplare 5 cu șaibe profilate 4. Lungimea de împerechere a rafturilor de suporturi monocoloană cu prindere din lemn și din beton armat este de 1350 și 1050. mm, respectiv, complex - 1500 și 1350 mm.
Fig.12. Împerecherea atașamentelor cu rafturi de suporturi ale liniilor aeriene de până la 10 kV:
A. b - bandaje din sârmă de lemn,
c - cleme din beton armat;
1 - stand,
2 - bandaj de sârmă,
3, 9 - atașamente din lemn și din beton armat.
4 - mașină de spălat bandaj,
5 - șurub de cuplare,
6 - clemă de montare
8 - scândură
Luptele cu montantii și vârfurile suporturilor în formă de A sunt înșurubate împreună. Traversele sunt realizate din lemn impregnat și echipate cu știfturi și bretele. Traversele standard au o secțiune dreptunghiulară de 100x80 mm; traversele de secțiune transversală circulară cu diametrul de 140 mm se folosesc numai pe suporturi de capăt cu 12 fire. Traversele sunt fixate de stâlpi cu un șurub traversant și două bretele (vezi Fig. 11, b).
Distanța dintre firele de pe traversele suporturilor intermediare trebuie să fie de 400 mm, iar pe colț și ancora - 550 mm. Cârligele de pe suporturi sunt plasate pe ambele părți ale raftului într-un model de șah; în același timp, distanța dintre ele (pe o parte) ar trebui să fie de 400, respectiv 600 mm pe suporturi intermediare și, respectiv, complexe. Cârligul superior este instalat la o distanță de 200 mm de partea superioară a suportului.
Suporta VL 6-10 kV. Pe liniile aeriene de 6-10 kV se instalează stâlpi unificați de lemn de trei tipuri: monocoloană - intermediar; A - figurat - capăt, ancoră, ramură; trei rafturi (în formă de A cu bare) - ancoră de colț. A - ferme în formă de ancora și suporturi de capăt sunt instalate de-a lungul axei liniei aeriene și unghiulare - de-a lungul bisectoarei unghiului de rotație a liniei.
În figura 13 sunt prezentate principalele tipuri de stâlpi din lemn pentru linii aeriene de 6-10 kV cu atașamente din beton armat și din lemn și suspensie de sârmă pe cârlige și traverse. Suporturile cu o singură coloană (Fig. 13, a) constau dintr-un suport 2, atașament 1 și cârlige 3. Pentru agățarea sârmelor de secțiuni transversale mari, în loc de cârlige, se instalează o traversă 6 cu știfturi 4 și un cap 5 (Fig. 13, b). Suporturile în formă de A și cu trei stâlpi (Fig. 13, c - e), pe lângă rafturi și atașamente, au traverse sub 9, cu care traversele sunt atașate la rafturi, precum și traverse 10 (întărire rigiditatea fermei în formă de A), barele transversale 8 și barele 11. În plus, stâlpi de 11 m lungime fără atașamente (cu rafturi solide) sunt instalați pe linii aeriene de 6-10 kV.
Structura de sprijin linii aeriene transmisie de putere
Structura de sprijin
Structurile stâlpilor liniilor aeriene de transport a energiei electrice sunt foarte diverse și depind de materialul din care este fabricat stâlpul (metal, beton armat, lemn, fibră de sticlă), de scopul stâlpului (intermediar, unghiular, transpozițional, de tranziție etc.) , asupra condițiilor locale de pe traseul liniei (zone populate sau nelocuite, condiții montane, zone cu soluri mlăștinoase sau moi etc.), tensiuni de linie, număr de circuite (circuit simplu, circuit dublu, circuit multiplu) etc.
În proiectarea multor tipuri de suporturi, pot fi găsite următoarele elemente:
- Rack - este principalul element integral al structurii suport, spre deosebire de alte elemente care pot lipsi. Raftul este proiectat pentru a oferi dimensiunile necesare ale firelor (dimensiunea firului - distanța verticală de la fir în travee la firele traversate de traseu structuri de inginerie, suprafața pământului sau a apei). În structura suport pot exista unul, doi, trei sau mai multe posturi.
- Strut-uri - utilizate pentru suporturi de colț, capete, ancora și ramificații ale liniilor aeriene cu tensiune de până la 10 kV. Aceștia preiau o parte din sarcina suportului din tensiunea unilaterală a firului.
- Atașament (fișor vitreg) - parțial îngropat în pământ, partea inferioară a structurii suportului combinat de linii aeriene cu o tensiune de până la 35 kV, constând din rafturi din lemn și atașamente din beton armat.
- Bretele sunt elemente de susținere înclinate care servesc la întărirea structurii sale și pentru a conecta mai multe elemente de susținere între ele, de exemplu, un stâlp cu traversă sau doi stâlpi de sprijin.
- Traverse - asigură fixarea firelor liniei de alimentare la o anumită distanță (permisă) față de suport și unele față de altele.
- Fundație - o structură încorporată în pământ și care transferă sarcinile către acesta de la suport, izolatori, fire și influențe externe (gheață, vânt).
- Bară transversală - mărește suprafața laterală a structurii subterane a suporturilor din beton armat și a piciorului suporturilor metalice. Barele transversale măresc capacitatea fundației de a rezista la sarcini orizontale care acționează asupra suportului, prevenind răsturnarea acestuia din cauza forțelor de tensiune ale firelor la construirea suporturilor în sol moale.
- Băieți - concepute pentru a crește stabilitatea suporturilor și a percepe forțele din tensiunea firului.
- Suport de frânghie - partea superioară a suportului, concepută pentru a susține cablul de protecție împotriva trăsnetului. De obicei este o turlă trapezoidală în partea de sus a suportului. Pe suport pot fi unul sau două suporturi pentru cabluri (pe suporturi în formă de U), există și suporturi fără suport pentru cabluri.
 |
|
| A | b |
Imagine. Suporturi VL: a - suport pe două coloane; b - suport cu trei stâlpi.
Un suport de suport metalic de tip zăbrele se numește trunchi. Butoiul este de obicei o piramidă trunchiată de zăbrele tetraedrice, realizată din profile de oțel laminate (unghi, bandă, tablă) și constă dintr-o curea, o rețea și o diafragmă. La rândul său, zăbrelele au tije-brete și distanțiere, precum și conexiuni suplimentare.
Imagine. Elemente structurale ale unui suport metalic: 1 - centura stâlp suport; 2 - tije-conretele care formează o zăbrele de rafturi; 3 - diafragma; 4 - traversare; 5 - suport pentru cabluri.

Imagine. Suport de colt cu doua bare: 1 - suport; 2 - bretele.
Imagine. Elemente structurale ale suportului combinat: 1 - stâlp de sprijin din lemn; 2 - prefix de beton armat (fier vitreg); 3 - bretele; 4 - traversare.
Imagine. Traverse de sprijin: a - pentru suporturi din beton armat 10 kV; b - pentru suporturi din beton armat 110 kV.
Cel mai adesea puteți găsi traverse sub forma unei structuri metalice rigide, dar există și traverse din lemn și traverse din materiale compozite.
Imagine. Traverse de susținere a liniei aeriene de 110 kV din materiale compozite
În plus, așa-numitele traverse flexibile pot fi găsite pe suporturi în formă de V de tip „nabla” și suporturi în formă de U.

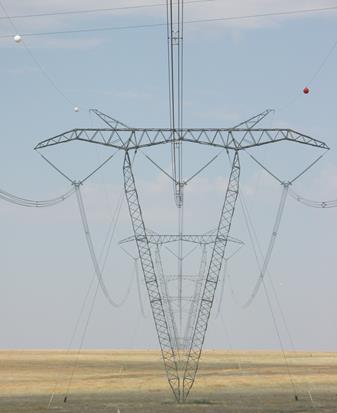
Imagine. Suport VL cu o traversă „flexibilă”.
În unele modele de stâlpi, traversele pot fi absente, de exemplu, pentru stâlpii din lemn sau din beton armat ai liniilor aeriene cu o tensiune de până la 1 kV, pentru stâlpii liniilor aeriene cu autoportante. fire izolate tensiune de până la 1 kV, pentru suporturile de ancorare ale liniilor aeriene de orice tensiune, unde fiecare fază este montată pe un rack separat.
Imagine. Suport fără traversă
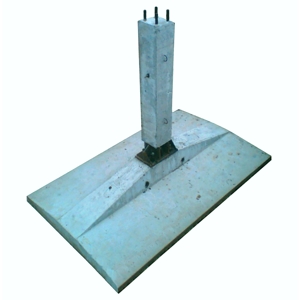
Imagine. Fundație din beton armat cu ciuperci
Pentru suporturile cu un singur rafturi, în care capătul inferior al raftului este încorporat în pământ, partea inferioară a raftului servește ca fundație; pentru suporturi metalice se folosesc piloți sau beton armat prefabricat în formă de ciupercă, iar la instalarea suporturilor de tranziție și a suporturilor în mlaștini se folosesc fundații din beton monolit.

Imagine. Piloți de beton armat utilizați în fundațiile cu piloți uni și multipiloți ale liniilor aeriene

Imagine. Suportul liniei de transmisie a energiei electrice pe o fundație pe piloți

Imagine. Fundație din beton armat cu ciuperci (1) cu trei traverse (2)
Imagine. Suport asigurat cu bretele
Partea superioară a tipului este atașată de stâlpul sau traversa suportului, iar partea inferioară de ancora sau placa de beton armat. În plus, designul bretei poate include un cuplaj de tensiune - un șnur.
 |
 |
Imagine. Partea inferioară a bretei
|
MINISTERUL ENERGIEI ŞI ELECTRICITĂŢII AL URSS NPO ENERGOSTROYPROM Birou special de proiectare și inginerie „ENERGOSTALPROEKT” |
APROB inginer șef NPO Energostroyprom ____________________ Yu.G. Jivov „____” ______________ 1989 |
STRUCTURĂ SUPPORTURI DE OȚEL LINII ELECTRICE DE TRANSMISIE ȘI DISPOZITIVE DE DISTRIBUȚIE DESCHIS ALE SUBSTAȚIILOR CU TENSIUNE DE 35 kV și MAI MARE. Specificații TU 34 12.10057-89 (În loc de TU 34-29-100057-80) Data introducerii din 01.01.90 |
ACORD Inginer șef al SSO Elektrosetstroy _________________V.G. Nayanov "____" ___________ 1989 | Inginer șef SPKTB Energostalproekt ___________________V.L. Chen "____" _______________ 1989 | Inginer șef al Institutului Energosetproekt _________________V.S. Lyashenko "____" ___________ 1989 |
suport intermediar VL 220 kV P 220-1 TU 34 12.10057-89
sau celulă portal exterior 750 kV, YAZH-2 TU 34 12.10057-89.
Și este indicat numărul schemei de cablare a designului comandat.
1. CERINȚE TEHNICE
1.1. Structurile suporturilor de linii aeriene și portalurilor de comutație exterioare trebuie să îndeplinească cerințele GOST 23118-78, SNiP III -18-75 și aceste specificații. 1.1.1. Parametrii și dimensiunile principale ale elementelor de susținere și ale aparatelor de distribuție exterioare trebuie să respecte cele specificate în desenele de lucru ale KMD.1.2. Caracteristici (cerințe de fabricație)
1.2.1. Detaliile și unitățile de asamblare ale suporturilor și aparatelor de comutare exterioare trebuie să fie fabricate în fabrică sub formă de mărci de expediere, în deplină conformitate cu cerințele acestor specificații tehnice, conform desenelor de lucru ale KMD aprobate în modul prescris. 1.2.1.1. La fabricarea elementelor, pieselor și, de asemenea, ansamblurilor sudate de la SPKS, este necesar să ne ghidăm după Directiva, elaborată de Institutul Energosetproekt, DU 25/1-88. 1.2.2. Materialele folosite la fabricarea elementelor de suport pentru linii aeriene si portaluri deschise de aparatura trebuie sa corespunda celor specificate in proiecte.Arcadele din otel trebuie sa corespunda cu desenele de lucru specificate si sa fie confirmate prin certificate. Alegerea clasei și categoriei de oțel trebuie făcută conform SNiP II -23-81, în funcție de zona de operare. Este permisă înlocuirea claselor de oțel și a produselor laminate cu rezistență egală sau mai mare, conform fișelor de calcul. (Ediție schimbată, Notă nr. 1) Atunci când sunt utilizate în suporturile VL și portalurile de comutație de exterior SPKS, se recomandă următoarele produse laminate: 1) profilate - din oțel de calitate 08KhGSDP conform TU 14-1-4877-90; 2) tabla - din clasele de otel 12KhGDAF conform TU 14-1-4685-89 10KhNDP si 10KhDP conform TU 14-1-1217-75; (Ediție schimbată, Notă nr. 1) 3) table și produse modelate din oțeluri 10KhNDP și 15KhSND conform GOST 19281-89. (Ediție schimbată, Notă nr. 2) 1.2.3. Sudarea ansamblurilor de susținere și a aparatelor de comutare exterioare, cu excepția ansamblurilor SPKS, trebuie efectuată cu dispozitive semiautomate într-un mediu cu dioxid de carbon, folosind sârmă conform GOST 2246-70 sau sârmă cu miez flux TU 14-4-1059-80 și TU 14- 4-1117-81. Sudarea manuală cu arc este permisă cu electrozi de tip E42, E46, E50, E42A, E46A, E50A în conformitate cu GOST 9466-75 și GOST 9467-75. Pentru sudarea pieselor și ansamblurilor din SPKS, sudare semiautomată în mediu de dioxid de carbon cu un fir conform TU 14-1-3665-83 sau sârmă cu miez PPV-5KM conform TU 36-2528-83 sau manual sudarea cu arc cu electrozi de tip E50A GOST 9467-75 trebuie utilizată marca OZ C -18 TU 14-4-804-77. 1.2.4. Pentru asamblarea structurilor suporturilor și aparatelor de comutare exterioare, trebuie utilizate elemente de fixare care corespund celor specificate în desenele de lucru: șuruburi din clasele de rezistență 4.6, 4.8, 5.6, 5.8 din oțel carbon și 5.6 din oțel 08KhGSDP din clasele de precizie A, B, Versiunea C 1 cu pas mare de filet conform GOST 7798-70, GOST 7796-70, GOST 7805-70, GOST 15589-70, GOST 15591-70, TU 34 12.10413-90 și TU 14-4-8686; (Ediție schimbată, Avizul nr. 2 ) piulițe din clasa 4 și 5 din oțel carbon și clase de precizie SPKS A, B și C conform GOST 5915-70, GOST 5927-70 și GOST 15526-70; șaibe GOST 11371-78 și GOST 6402-70. 1.2.5. Pentru a proteja împotriva coroziunii structurile liniilor aeriene și portalurile deschise ale aparatelor de distribuție, trebuie utilizate materialele specificate în proiecte, desene de lucru sau comenzi: zinc conform GOST 3640-79, aluminiu nu mai mic de gradul A8 conform GOST 11069-74 sau vopsele și lacuri conform SNiP 2.03.11-85. 1.2.6. Marcarea elementelor suporturilor și a aparatelor de comutare exterioare trebuie efectuată prin orice metodă care asigură precizia necesară de lucru și consumul economic de oțel, 1.2.7. Detaliile suporturilor și instalațiilor de comutare exterioare trebuie să fie realizate din produse laminate îndreptate. 1.2.8. Editarea produselor laminate în stare rece trebuie efectuată pe role și prese. Suprafața oțelului după îndreptare nu ar trebui să aibă lovituri, spărturi și alte daune. 1.2.9. Este permisă utilizarea produselor laminate profilate cu suduri cap la cap din fabrică, cu condiția ca rezistența acestora să nu fie mai mică decât rezistența secțiunii principale cu controlul obligatoriu al cusăturilor. Număr de articulații: în colțurile taliei - nu mai mult de trei; în bretele cu zăbrele - nu mai mult de unul. Distanța dintre articulațiile cap la cap de pe centură este de cel puțin 3000 mm. Distanța dintre sudură și centrul găurii trebuie să fie de cel puțin 100 mm. La o distanță mai mică de 100 mm, dacă armătura cusăturii interferează cu împerecherea strânsă a elementelor, aceasta trebuie îndepărtată 1.2.10. Prelucrarea la cald a pieselor din oțel carbon și slab aliat trebuie efectuată după încălzire la o temperatură de 900°-1000°C și terminată la o temperatură nu mai mică de 700°C. 1.2.11. Pregătirea pentru sudarea, sudarea și controlul calității sudării trebuie să respecte cerințele GOST 5264-80. GOST 6996-66, GOST 11534-75, GOST 14771-76 și SNiP III-18-75. (Ediție schimbată, Notă nr. 2) 1.2.12. Marginile pieselor după tăierea cu oxigen trebuie să fie curățate de bavuri, zgură, stropi de metal și să nu prezinte nereguli și rugozități care depășesc: pentru tăierea la mașină - 0,3 mm; pentru tăierea manuală cu gaz - 1 mm. 1.2.13. Marginile pieselor după tăierea cu foarfece nu trebuie să aibă nereguli, bavuri și blocaje care depășesc 0,3 mm, precum și fisuri. 1.2.14. Găurile pentru șuruburi trebuie formate prin perforare, găurire sau perforare la un diametru mai mic, urmate de alezarea la diametrul de proiectare în conformitate cu indicația din desenul de lucru. Perforarea găurilor la diametrul de proiectare este permisă: pentru structurile operate în zone cu o temperatură de proiectare de minus 40 ° C și peste - în elemente din oțel carbon de calitate obișnuită cu grosimea de până la 20 mm și până la 16 mm în elemente de oțel slab aliat; (Ediție schimbată, Notă nr. 1) pentru structuri operate în zone cu o temperatură de proiectare sub minus 40 ° C - în elemente din oțel carbon de calitate obișnuită cu grosimea de până la 12 mm și din oțel slab aliat, cu excepția SPKS - până la 10 mm; pentru structuri operate în zone cu proiectare; temperatura de minus 50°C și peste - din oțel modelat 08KhGSDP până la 10 mm grosime și pentru elemente din tablă laminată 12KhGDAF până la 12 mm grosime; pentru - elemente de suport și aparate de comutare exterioare operate în zone cu o temperatură de proiectare de minus 40 ° C și mai mult din tablă de oțel laminată 12KhGDAF cu o grosime de până la 16 mm; în alte cazuri, formarea găurilor în elemente trebuie să se facă prin găurire. 1.2.15. Diametrele nominale ale orificiilor pentru șuruburile de forfecare se consideră cu 1 mm mai mari decât diametrul nominal al tijei șurubului. Abaterile diametrului găurii trebuie să fie în intervalul 0; +0,6 mm. diametrul găurilor perforate pe partea laterală a matricei nu trebuie să depășească diametrul nominal cu mai mult de 0,1 din grosimea elementului, dar nu mai mult de 1,5 mm. Când distanța de proiectare de la axa găurii la marginea elementului este mai mică de 1,5 din diametrul găurii, găurile ar trebui să fie formate numai prin găurire. (Ediție schimbată, Notă nr. 1) 1.2.16. Abaterile dimensionale admise între găuri trebuie să respecte cerințele SNiP III-18-75. 1.2.17. Pe suprafața interioară a metalului de-a lungul conturului găurii nu ar trebui să existe rupturi și delaminații ale metalului. Bavurile de-a lungul conturului găurilor de pe partea matriței trebuie îndepărtate. 1.2.18. Asamblarea structurilor sudate și ansamblurile de suporturi și aparate de comutare exterioare trebuie efectuate în gabari de asamblare, asigurând invariabilitatea formei lor și lucrul în siguranță. 1.2.19. Conectarea pieselor în timpul asamblării ansamblurilor suport sudate trebuie efectuată; 1) cu ajutorul unor chinuri; 2) folosind șuruburi. 1.2.20. Chinurile trebuie amplasate la locațiile sudurilor conform tehnologiei producătorului și executate cu electrozi sau sârmă de sudură utilizate pentru sudarea structurilor. 1.2.21. Protecția elementelor de susținere și a aparatelor de comutare împotriva coroziunii trebuie efectuată în fabrică sub formă de galvanizare la cald (aluminizarea este permisă) sau vopsea în conformitate cu cerințele desenelor și comenzilor de lucru. Grosimea stratului de protecție trebuie să respecte cerințele desenelor de lucru sau SNiP 2.03.11-85 și GOST 9.307-89, în funcție de gradul de agresivitate al mediului. (Ediție schimbată, Notă nr. 1)(Ediție schimbată, Notă nr. 2) Calitatea proprietăților de protecție ale acoperirii nu se deteriorează cu o creștere a grosimii stratului de acoperire peste valoarea nominală. Elementele de susținere și aparatele de comutare exterioare din SPKS nu necesită protecție împotriva coroziunii. În îmbinările cu șuruburi, este permis contactul elementelor structurale din oțel clase VSt3, 09G2S, 14G2, 10G2S1, protejate cu acoperire de zinc sau aluminiu cu elemente din SPKS. 1.2.22. Șuruburile, piulițele și șaibele utilizate pentru asamblarea structurilor galvanizate (aluminizate) trebuie să fie galvanizate. Grosimea stratului de acoperire în timpul galvanizării la cald trebuie să fie de cel puțin 42 de microni, cu zincat - cel puțin 12 microni. Elementele de fixare care nu au un strat de protecție, cu excepția celor din SPKS, trebuie să fie supuse conservării în conformitate cu cerințele GOST 9.014-78. 1.2.23. Pregătirea suprafețelor elementelor și ansamblurilor liniilor aeriene și portalurilor tabloului de exterior, precum și elementele de fixare pentru aplicarea straturilor de protecție, trebuie efectuate conform tehnologiei în vigoare la producător. 1.2.24. Durata de viață a suporturilor de linii aeriene și a portalurilor de distribuție exterioare este stabilită să fie de la 30 la 50 de ani, acoperirea cu zinc (aluminiu) de la 20 la 30 de ani, vopseaua de la 3 la 5 ani, în funcție de condițiile zonei în care se află structurile. folosit.1.3. Completitudine
1.3.1. Completitudinea suporturilor și a aparatajelor de distribuție exterioare este determinată de documentația tehnică a proiectului și desenele SC.1.3.2. Standurile pentru ele pot fi incluse în setul de suporturi. Tipul standului este specificat la comanda in conformitate cu documentatia tehnica a proiectului. 1.3.3. Documentația atașată la o singură adresă pentru un lot de suporturi de linii aeriene sau portaluri de comutație exterioare trebuie să conțină: desen de ansamblu (KMD) - 2 exemplare. lista de alegere - 1 exemplar. certificat - 1 exemplar. Certificatul trebuie făcut în conformitate cu SNiP III -18-75.1.4. Marcare
1.4.1. Toate elementele și unitățile de asamblare sudate și ansamblurile de suporturi și aparate de comutare exterioare trebuie să aibă un marcaj de ansamblu format din caractere corespunzătoare (alfabetice și numerice). Mărcile elementelor trebuie să corespundă cu cele indicate în desenele KMD. 1.4.2. Marcarea se face prin extrudare pe prese. Amprenta trebuie să fie clară, cu o adâncime de 0,6 până la 1,0 mm cu o înălțime a caracterului de cel puțin 10 mm. 1.4.3. Fiecare pachet, cutie sau structură sudată (element de expediere) trebuie să fie aplicată cu o etichetă metalică sau altă etichetă cu marcaj de transport sau o etichetă realizată prin metoda electrografică pe hârtie sulfatată sau hârtie de calc. Marcarea pe etichetă poate fi aplicată în orice mod care să asigure siguranța acestuia, conform tehnologiei producătorului. Eticheta sau eticheta trebuie să conțină: 1) marca (tipul, codul) suportului sau aparatului de distribuție exterior; 2) numărul pachetului (marca de design); 3) masa coletului, design Este permisă aplicarea conținutului marcajului pe pachete, cutii și elemente de transport folosind un șablon cu vopsea de neșters. 1.4.4. Pe elementele de transport și unitățile de asamblare ale suporturilor de linii aeriene și portalurilor de distribuție exterioare care nu sunt supuse galvanizării (aluminării), pe unități și curele de dimensiuni mari sudate galvanizate (aluminizate) de la colțul nr. 20 și mai sus, este permisă aplicarea montajului. marcaje cu vopsea contrastantă de neșters pe un șablon. Înălțimea semnelor trebuie să fie de cel puțin 30 mm. De asemenea, este permisă atașarea în siguranță a etichetelor metalice cu marcaje de montare realizate prin extrudare pe prese la curele de dimensiuni mari. (Ediție schimbată, Notă nr. 1)1.5. Pachet
1.5.1. Elementele de susținere și tabloul de distribuție exterior trebuie asamblate în pachete. Stivuirea elementelor de susținere și a aparatelor de distribuție exterioare în pachete, mijloacele de ambalare și metodele de fixare trebuie să respecte RD 34 12.057-90 și să fie efectuate conform listei de picking a producătorului. Masa coletului se determină teoretic în funcție de listele de picking și nu trebuie să depășească 5 tone.În acord cu clientul, masa coletului poate fi mai mare de 5 tone. (Ediție schimbată, Notă nr. 2) Părțile metalice ale ambalajului pungilor asamblate din elemente zincate sau din aluminiu trebuie să fie galvanizate, aluminizate sau vopsite. 1.5.2. Elementele de fixare (șuruburi, piulițe, șaibe) trebuie ambalate în cutii etanșe din lemn, realizate conform desenelor fabricii, în conformitate cu cerințele GOST 2991-85. Greutatea cutiei nu trebuie să depășească 80 kg. Prin acord cu clientul, elementele de fixare pot fi ambalate și expediate în cutii cu o greutate mai mare de 80 kg. Este permisă, de comun acord cu clientul, ambalarea și expedierea elementelor de fixare și a articolelor mici de transport în containere metalice reutilizabile, realizate în conformitate cu OST 14-43-80, în recipiente metalice realizate din deșeuri de producție conform desenelor producătorului, așa cum precum și în cutii, de la curelele de susținere sau de la aparatele de distribuție de exterior asamblate într-un pachet și trimise pe aceeași linie. Elementele de fixare ambalate în cutii de lemn, containere reutilizabile, containere, cutii sau alte recipiente trebuie sortate și împărțite conform dimensiunilor standard. Capacitatea de transport a ambalajelor și containerelor reutilizabile nu trebuie să depășească 1000 kg, 1.5.3. Documentația este trimisă clientului prin poștă.2. REGULI DE ACCEPTARE
2.1. Elementele, ansamblurile sudate și unitățile de asamblare ale suporturilor de linii aeriene și portalurilor deschise ale aparatelor de distribuție trebuie să fie acceptate de departamentul de control al calității al producătorului. 2.2. La acceptare, QCD trebuie să verifice: 1) materialele conform certificatelor sau actelor laboratorului fabricii; 2) conformitatea pieselor și unităților de asamblare cu cerințele din desene și din aceste specificații; 3) disponibilitatea tuturor pieselor, unităților de asamblare în conformitate cu specificațiile, componentele și listele de expediere; 4) calitatea sudurii cu masurarea picioarelor; 5) disponibilitatea documentației anexate structurilor. 6) calitatea stratului de protecție. (Ediție schimbată, Notă nr. 1) 2.3. Înainte de aplicarea unui strat de protecție în cantitate de 2% din lot, elementele suporturilor și a instalațiilor de distribuție exterioare trebuie verificate aleatoriu pentru conformitatea cu lungimea lor, distanța dintre găurile extreme, precum și conformitatea dimensiunilor dintre centre. a orificiilor adiacente cu dimensiunile de proiectare. După aplicarea stratului de protecție, elementele suporturilor și aparaturii de comutare, precum și elementele de fixare, trebuie supuse controlului aspect, grosimea stratului de acoperire și puterea de aderență la metalul de bază. 100% din elementele structurale ar trebui să fie supuse controlului aspectului acoperirii. 2.4. Dacă în timpul inspecției sunt detectate defecte inacceptabile ale îmbinărilor sudate, secțiunile defecte ale sudurilor trebuie îndepărtate și resudate cu o verificare ulterioară. Corectarea unei zone defecte poate fi făcută de cel mult două ori. 2.5. Suporturile VL și portalurile deschise ale tabloului de distribuție trebuie supuse unui ansamblu de control pentru conformitatea cu cerințele acestor specificații tehnice și desene de lucru. Montarea controlului poate fi efectuată atât în fabrică, cât și la locul de instalare (pichet). Ansamblul de control trebuie supus unuia din cincizeci de suporturi fabricate și cel puțin unul din fiecare lot de mai puțin de 50 buc. Este permisă realizarea unui ansamblu de control al unui suport dintr-un lot de peste 50 buc. in cazul in care elementele suporturilor sunt realizate pe acelasi echipament tehnologic fara reajustare. Montarea suportului se poate face integral sau sectiune cu sectiune prin conexiune serialăși deconectarea secțiunilor verificate sau asamblarea joncțiunilor secțiunilor individuale. Fiecare prim suport realizat după conductori noi sau reparați sau conform documentației de proiectare, în care s-au făcut modificări de proiectare, trebuie de asemenea supus unui ansamblu de control. Portalurile deschise ale aparatului de distribuție trebuie supuse unui control montaj conform instrucțiunilor departamentului de control al calității din fabrică, indiferent de dimensiunea lotului. Pe baza rezultatelor ansamblului de control trebuie întocmit un act, semnat de conducerea atelierului de fabricație, șeful Compartimentului Control Calitate și proiectantul șef 2.6. În timpul ansamblării de control a suporturilor de linii aeriene și a portalurilor deschise ale aparatului de distribuție, trebuie verificată împerecherea elementelor acestora și nodurile de joncțiune ale secțiunilor, dimensiunile dintre axe, alinierea găurilor elementelor conectate și prezența marcajelor de montare. 2.7. Consumatorul (clientul) are dreptul de a accepta elementele și structurile suporturilor și aparatelor de distribuție exterioare, aplicând în același timp regulile de recepție și metodele de control stabilite prin prezentele specificații tehnice.3. METODE DE CONTROL
3.1. Controlul calității și poziția relativă a orificiilor de montare realizate pe diametrul de proiectare trebuie efectuate în unul dintre următoarele moduri: (Ediție schimbată, Notă nr. 1) 1) verificarea cu un instrument de măsură; 2) verificarea cu dispozitive speciale sau șabloane de control; 3) inspecție vizuală în timpul ansamblurilor de control. (Ediție schimbată, Notă nr. 1) 3.2. Diametrele găurilor, tăieturile, riscurile, distanțele dintre găurile adiacente dintr-un grup pot fi verificate cu șublere conform GOST 166-89, rigle metalice conform GOST 427-75. (Ediție schimbată, Avizul nr. 2 ) Dimensiunile liniare, distanța dintre centrele grupurilor de găuri și între găurile adiacente pot fi verificate cu bandă de măsură în conformitate cu GOST 7502 -89 clasa 2 sau cu rigle metalice. (Ediție schimbată, Notă nr. 2) 3.3. Controlul calității sudurilor trebuie efectuat prin: 1) verificarea sistematică a conformității cu procesul de asamblare și sudare; 2) examinarea externă a 100% din cusături cu verificarea aleatorie a dimensiunilor picioarelor cu catetomeri; 3) efectuarea de încercări mecanice (la solicitarea Compartimentului Control Calitate). 3.4. Controlul calității, grosimea rezistenței de aderență cu metalul de bază, stratul de protecție și metodele de control trebuie să respecte cerințele GOST 9.307-89, GOST 9.302-88 , OST 34-29-566-82, OST 34-29-582-82, TU 34-12-11166-87. (Ediție schimbată, Notă nr. 2)4. TRANSPORT ȘI DEPOZITARE
4.1. Transportul elementelor de susținere și a aparatelor de distribuție exterioare poate fi efectuat cu orice mod de transport cu respectarea regulilor stabilite. 4.2. Încărcarea, fixarea și transportul pachetelor sau secțiunilor sudate ale suporturilor și aparatelor de distribuție exterioare pe material rulant deschis trebuie să se efectueze în conformitate cu Regulile pentru transportul mărfurilor și condițiile tehnice de încărcare și asigurare a mărfurilor aprobate de Ministerul Căilor Ferate, cu utilizarea deplină a capacităţii de transport a vagoanelor. Încărcarea, fixarea și transportul coletelor și tronsoanelor pe transportul rutier se efectuează în conformitate cu Regulile pentru transportul rutier de mărfuri în RSFSR, aprobate de Ministerul Transporturilor Rutiere al RSFSR.4.3. Încărcarea și descărcarea pachetelor și a secțiunilor sudate trebuie efectuate în moduri care să excludă deteriorarea elementelor și a stratului de protecție a acestora. 4.4. Depozitarea pachetelor și a secțiunilor sudate trebuie efectuată pe căptușeli. 4.5. Depozitarea și transportul pachetelor și secțiunilor sudate în ceea ce privește impactul factorilor de mediu climatici trebuie să respecte GOST 15150-69, grupul OZHZ.5. GARANȚIA PRODUCĂTORULUI (FURNIZORULUI)
5.1. Producătorul garantează conformitatea suporturilor VL și a portalurilor de distribuție exterioare cu cerințele acestor specificații tehnice, cu condiția ca consumatorul să respecte regulile de funcționare, transport și depozitare. 5.2. Perioada de garanție este stabilită pentru 2 ani de la data primirii suporturilor B L și portalurilor tabloului de exterior de către consumator.APENDICE
LISTA documentelor mentionate in TU 34.12.10057-89
|
Desemnarea documentului |
Nume |
GOST 9.014-76 | ESZKS. Protecția anticorozivă temporară a produselor. Cerințe generale | 1.2.22 | GOST 9.302-88 | ESZKS. Acoperiri anorganice metalice si nemetalice o Reguli de acceptare si metode de control | 3.4 | GOST 9.307-89 | ESZKS. Acoperiri cu zinc fierbinte. Cerințe generaleși metode de control | 3.4 | GOST 166-89 | Etriere. Specificații | 3.2 | GOST 427-75 | Rigle de măsurare metalice. Specificații | 3.2 | GOST 2246-70 | Sudura cu sarma de otel. Specificații | 1.2.3 | GOST 2991-85 | Cutii din lemn neseparabile pentru încărcături de până la 500 kg. Specificații generale | 1.5.2 | GOST 3640-79 | Zinc. Specificații | 1.2.5 | GOST 5264-80 | Sudarea manuală cu arc. Conexiunile sunt sudate. Principalele tipuri de elemente structurale și dimensiuni | 1.2.11 | GOST 5915-70 | Piulițe hexagonale de clasa de precizie B. Proiectare și dimensiuni | 1.2.4 | GOST 5927-70 | Piulițe hexagonale de clasa de precizie A. Proiectare și dimensiuni | 1.2.4 |
|
Desemnarea documentului |
Nume |
Numărul articolului din specificație |
GOST 6402-70. | Saibe cu arc. Specificații | 1.2.4 | GOST 6996-86 | Conexiuni sudate. Metode de determinare a proprietăților mecanice | 1.2.11 | GOST 7502-80 | Rulete care măsoară metal. Specificații | 3.2 | GOST 7796-70 | Șuruburi cu cap hexagonal redus, clasa de precizie B. Design și dimensiuni | 1.2.4 | GOST 7798-70 | Șuruburi cu cap hexagonal din clasa de precizie B. Proiectare și dimensiuni | 1.2.4 | GOST 7805-70 | Șuruburi cu cap hexagonal, clasa de precizie A. Design și dimensiuni | 1.2.4 | GOST 9466-75 | Electrozi metalici acoperiți pentru sudarea manuală cu arc a oțelurilor și suprafețelor. Clasificare, dimensiuni și cerințe tehnice generale. | 1.2.3 | GOST 9467-75 | Electrozi metalici acoperiți pentru sudarea manuală cu arc a oțelurilor structurale și rezistente la căldură. Tipuri | 1.2.3 | GOST 11069-74 | Primar din aluminiu. Timbre | 1.2.5 | GOST 11371-78 | Șaibe. Specificații. | 1.2.4 | GOST 11534-75 | Sudarea manuală cu arc. Conexiunile sunt sudate la unghiuri acute și obtuze. Tipuri de bază, elemente structurale și dimensiuni. | 1.2.11 | GOST 14771-76 | Sudarea cu arc în gaz de protecție. Conexiunile sunt sudate. Principalele tipuri, elemente structurale și dimensiuni | 1.2.11 . |
|
Desemnarea documentului |
Nume |
Numărul articolului din specificație |
| GOST 15150-69 | Mașini, dispozitive și alte produse tehnice. Versiuni pentru diferite regiuni climatice. Categorii, condiții de funcționare, depozitare și transport în ceea ce privește impactul factorilor climatici de mediu. | |
| GOST 15526-70 | Piulițe hexagonale de clasa de precizie C. Proiectare și dimensiuni | |
| GOST 15589-70 | Șuruburi cu cap hexagonal de clasa de precizie C. Design și dimensiuni | |
| GOST 15591-70 | Șuruburi cu cap hexagonal redus de clasa de precizie C. Design și dimensiuni | |
| GOST 19281-89 | Oțel laminat cu rezistență sporită. Specificații generale | |
| GOST 23118-78 | Constructii metalice de constructii. Specificații generale. | |
| TU 34 12.10413-89 | Șuruburile sunt speciale. | |
| OST 34-29-566-82 | Acoperire de protecție a elementelor de fixare ale structurilor de oțel ale liniilor aeriene de transport a energiei electrice (VL) și ale tablourilor deschise (OSG) ale substațiilor de înaltă tensiune prin galvanizare la cald. Cerinte tehnice. Reguli de acceptare și metode de control | |
| OST 34-29-582-82 | Acoperire de protecție a elementelor de fixare ale structurilor de oțel ale liniilor aeriene de transport a energiei electrice (VL) și ale tablourilor deschise (OSG) ale substațiilor de înaltă tensiune prin galvanizare la cald. Cerinte tehnice. Reguli de acceptare și metode de control |
|
Desemnarea documentului |
Nume |
Numărul articolului din specificație |
| SNiP 2.03.11-85 | Codurile și reglementările de construcție Protecția structurilor clădirii împotriva coroziunii, |
1.2.11 , 1.2.5 , 1.2.2 3 |
| SNiP III-18-75 | Reguli pentru producerea și acceptarea lucrărilor. Constructii metalice |
1.1, 1.2.11 , 1.2.16, 1.3.3 |
| SNiP II-23-81 | Reguli pentru producerea și acceptarea lucrărilor. Constructii metalice | |
| TU 14-1-1217-75 | Tablă de oțel slab aliată clase 10HNDP și 10KhDP |
Introducere, 1.2.2 |
| TU 14-1-3665-83 | Sârmă de sudură marca Sv-08G2SDYU | |
| TU 14-1-4877-90 | închiriere |
Introducere, 1.2.2 |
| TU 14-1-4685-89 | Tablă laminată din oțel slab aliat clasa 12HGDAF. |
Introducere, 1.2.2 |
| TU 14-4-804-77 | Electrozi marca OZC-I8 | |
| TU 14-4-1059-80 | Sârmă cu miez PP-AN8 | |
| TU 14-4-1117-8 I | Sârmă cu miez PP-AN22 | |
| TU 14-4-1386-86 | Șuruburi din clasa de precizie specială B | |
| TU 34 12.11166-87 | Elemente structurale ale stâlpilor din oțel ai liniilor aeriene de transmisie a energiei electrice (OL) și ale tablourilor deschise (ORG) ale stațiilor de înaltă tensiune cu un strat de protecție aplicat prin aluminizare la cald | |
| TU 36-2528-83 | Sârmă cu miez PPV-5K | GOST 4.332-85 Sistem de indicatori de calitate a produselor. Vehicule de stingere a incendiilor. Nomenclatura indicatorilor
Vă sfătuim să citiți
, diagnostic, tratament Tratamentul chlamydiei urogenitale") Chlamydia urogenitală - descriere, cauze, simptome (semne), diagnostic, tratament Tratamentul chlamydiei urogenitale
Chlamydia urogenitală - descriere, cauze, simptome (semne), diagnostic, tratament Tratamentul chlamydiei urogenitale Beneficiile și semnificația hidroaminoacidului treoninei pentru corpul uman L treonina care
Beneficiile și semnificația hidroaminoacidului treoninei pentru corpul uman L treonina care A aștepta sau nu a aștepta un tip din armată Din ce motiv pot fi comandați din armată
A aștepta sau nu a aștepta un tip din armată Din ce motiv pot fi comandați din armată Mere coapte cu brânză de vaci Mere coapte cu brânză de vaci
Mere coapte cu brânză de vaci Mere coapte cu brânză de vaci

